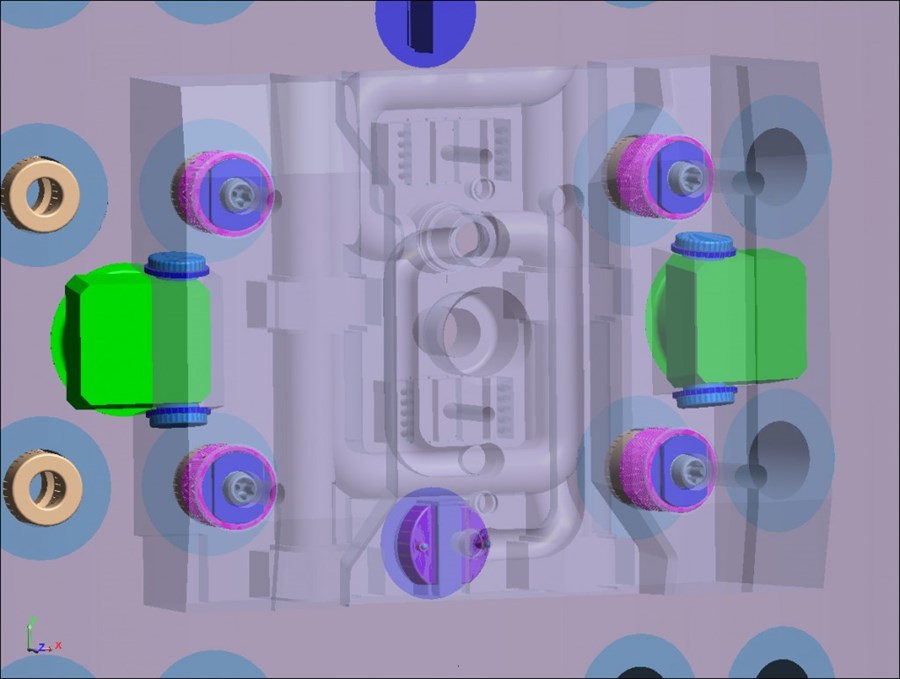
By customizing the flexible cartridges (gold) and keys (blue) for the blanket shield blocks, variation in the vacuum vessel due to manufacturing or construction can be compensated. Alignment of the ITER blanket will be achieved by customizing approximately 4,000 interfacing components.
There are carefully laid plans, and then there's reality.
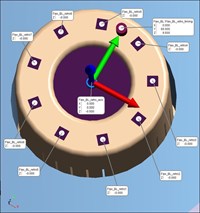
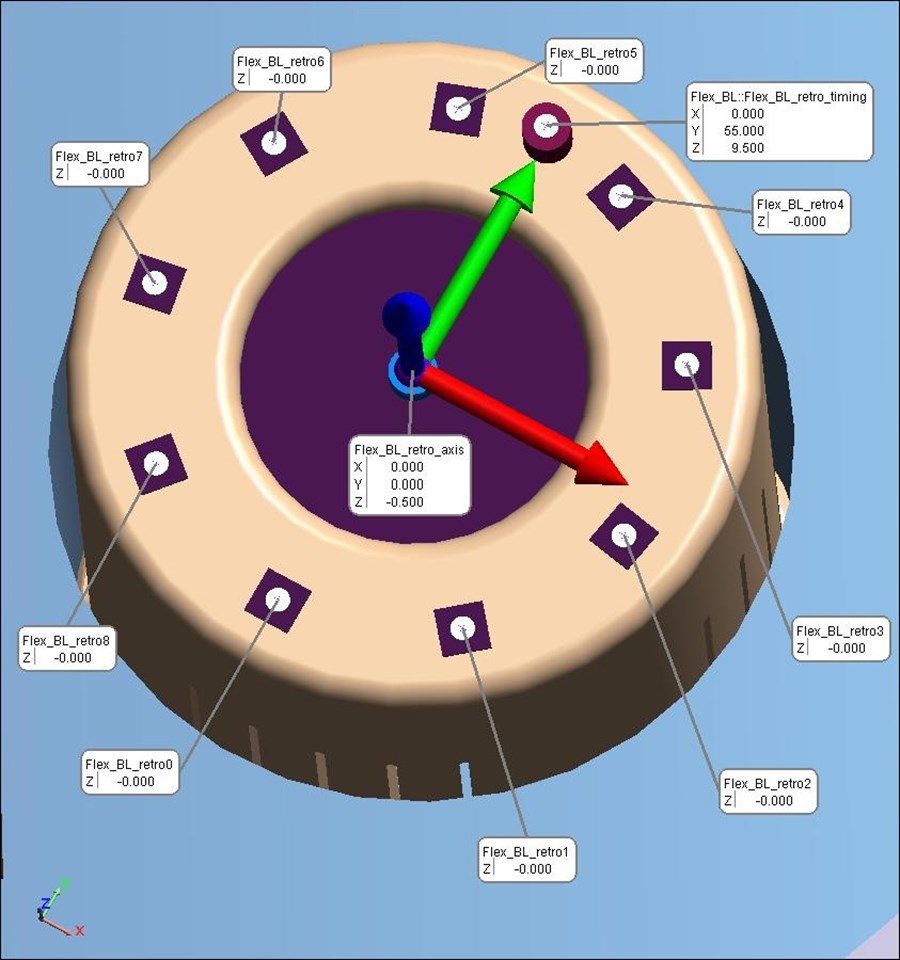
Metrology targets (some uniquely coded, others simply retroreflective) will aid the metrology software to ''make sense'' of a multitude of images, providing information on the axis of each of the 1,760 cartridges, the planes that interface with the shield blocks and even the rotation of the screwed-in components.
Central to identifying the variances—and defining customization requirements—are sophisticated optical The ITER Dimensional Metrology Handbook (DMH) has been prepared to supplement Project Requirements documents in providing information on dimensional metrology for the ITER Organization and the Domestic Agencies. It explains how Alignment and Metrology (A&M) classifications are determined and details the requirements to be set in place for dimensional control.
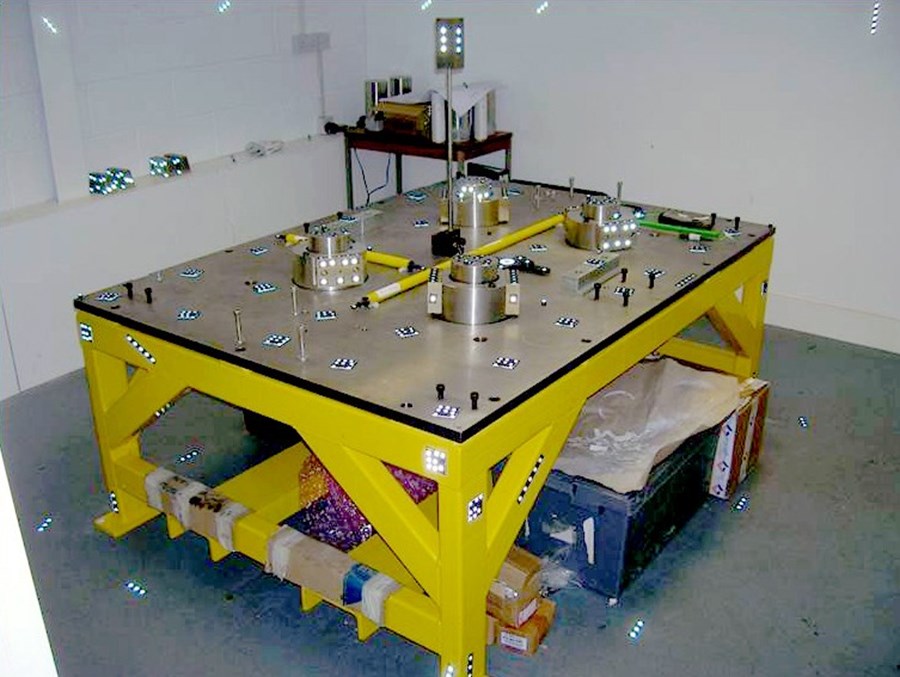
Infrastructure subjects such as survey networks and datum evolutions are discussed with a focus on construction activities in the Tokamak Pit and adjacent galleries.
The application of controlled processes and best practice techniques are key elements within the Handbook, which aims to provide significant guidance to its readership. Measurement uncertainty, scale adjustments, instrument controls and component targeting are just some of the topics covered when discussing the control process for both on and off-site activities.
"It's not simple," says David. "But by querying the position and orientation of the cartridges and keys against corresponding interface coordinate frames on the shield blocks, we will be able to determine customization parameters for cartridges and key pads. How much material needs to be removed? What adjustments should be made in the surface plane or height? What location and angle for the access hole for the bolt that will fix the shield block to the vacuum vessel wall?"