Over its 75 years of existence, the Indian conglomerate Larsen & Toubro Ltd. has built solar and nuclear plants, ports and airports, supertankers and submarines and even the Mangalyaan rocket that blasted off to Mars a little more than a month ago.
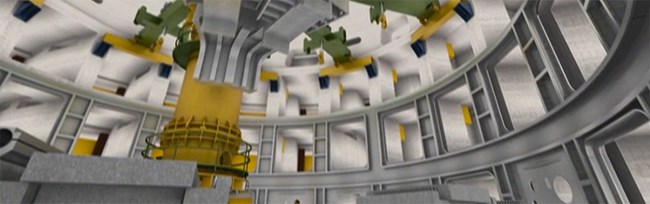
Now, the company's Heavy Engineering division has launched the fabrication process of an object that does not resemble anything it has previously produced: the ITER
cryostat, the largest high-vacuum pressure chamber ever built, a component that is very large (30 x 30 metres), very heavy (3,800 tonnes) and of mind-boggling complexity.
Larsen & Toubro Ltd. of course does not lack experience in large, heavy components or machinery. And in terms of complexity a Mars-bound rocket can probably compete with a tokamak cryostat. Still, there are challenges in the fabrication of this unique component that the company has never faced.
"One of the major challenges is to manage the interaction between the designers and the manufacturer," explained M.V. Kotwal, the president of the company's Heavy Engineering division as he sat for an interview with Newsline at MIIFED 2013 in Monaco. "Some parts of the cryostat are frozen, others are not and this is something we are not accustomed to. In a situation like this, we need a constant and very smooth communication."
The ITER cryostat is "a huge assembly" and the industry needs to know precisely, and much ahead of time, what the final object will be like. "This is a concern more than a challenge, but we need to understand what the interfaces will be and for this, we also need a strong communication with the other manufacturers. In this kind of project, you definitely need to bring people together..."
Manufacturing the ITER cryostat, even for a company as experienced as Larsen & Toubro Ltd., requires the development of new technologies. "Our engineers and technicians master about 6,000 welding techniques for different materials. But the ITER cryostat is so 'special' that we'll need to develop a couple more..."
The ITER cryostat being one of the major Safety Important Components (SIC) in the ITER installation, drastic regulations apply. "We have experience with the US safety codes, but we haven't been exposed, yet, to the French safety requirements that ITER observes. In this context, we will have, for instance, to develop metrology and specific ultrasonic inspection techniques. We have to adapt to ITER standards."
Larsen & Toubro Ltd. also has to design specific machinery, fitting both the demands of the component and the space available in the workshop. "The machine has to be brought to the component, and not the other way around as is customary...but this is something we have experience in: we did it for India's fast breeder nuclear reactor."
In Hazira, on the north-western coast of the country where Larsen & Toubro operates one of its large engineering workshops, the first load of raw material has arrived. This will allow the fabrication of the first of a series of mockups that will be used to qualify the welding process.
"A well-made product is no good if it is not delivered well," claims the Larsen & Toubro Ltd. promotional video that M.V. Kotwal presented at MIIFED. During the long journey from Hazira to Saint-Paul-lez-Durance, the 54 "modules" that make up the four major assemblies of the ITER cryostat (top lid, upper cylinder, lower cylinder and base section) will travel inside specially designed "packing cages".
Delivery of the first modules on the ITER site is expected in less than two years.