Chang Ho Choi, le responsable de la division chargée de l'assemblage et de la livraison des modules des secteurs, a installé son bureau dans une petite pièce située à proximité des outils d'assemblage. Il doit être présent en permanence car des ajustements très fins seront encore nécessaires.
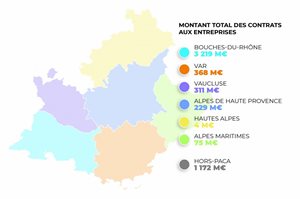
Le 17 septembre, les équipes d'assemblage ont été en mesure de confirmer que l'alignement des quatre composants principaux : le secteur de chambre à vide, son bouclier thermique et deux bobines de champ toroïdal, avait été réalisé avec des tolérances de 0,14 mm dans la direction radiale, de 0,25 mm dans la direction toroïdale et de 0,58 mm dans la direction verticale. «
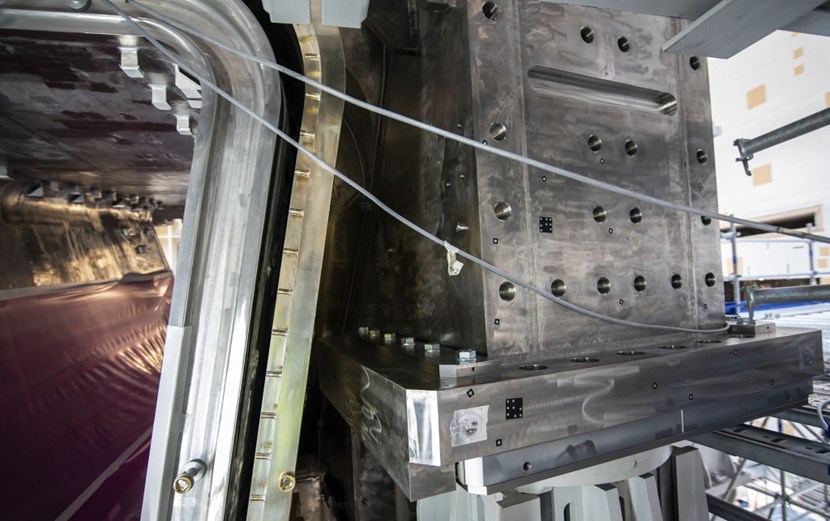
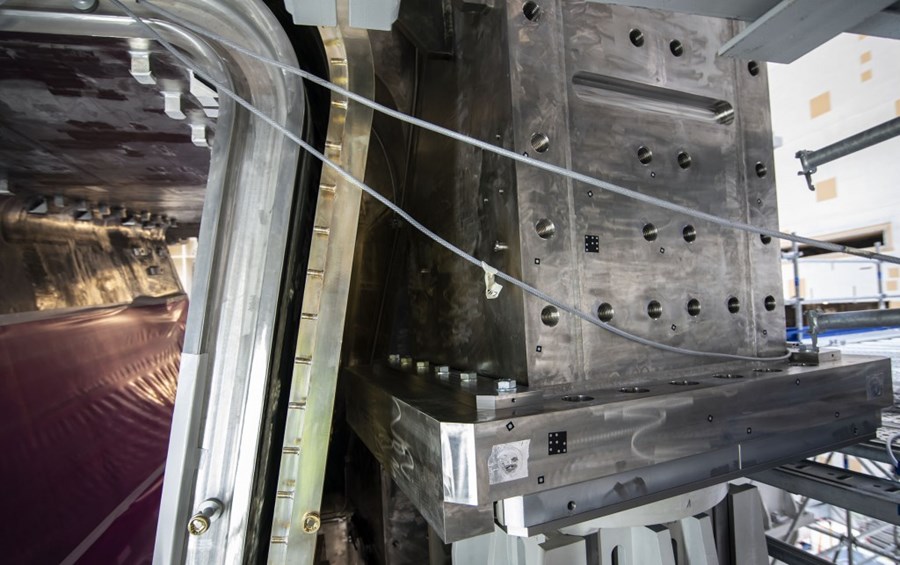
Cette photo montre le positionnement des trois éléments du sous-assemblage les uns par rapport aux autres. Sur la droite, la partie inférieure de l'une des bobines de champ toroïdal (TF13) ; au centre, le bouclier thermique plaqué argent, beaucoup plus mince, et, sur la gauche, l'ouverture de l'élément de prolongement de la pénétration inférieure du secteur de chambre à vide.
La préparation du premier sous-assemblage entre aujourd'hui dans sa phase finale. Après usinage sur mesure et positionnement des manchons, l'installation des structures placées entre les bobines pourra commencer. Plusieurs autres opérations (soudage des tuyauteries du circuit de refroidissement du divertor et du système de visualisation interne, installation des petits segments du bouclier thermique, etc.) seront effectuées simultanément.