The magnet lab next door
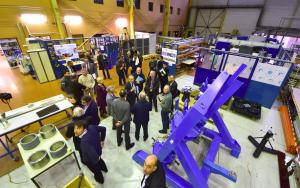
Two and a half years ago ITER and the French Alternative Energies and Atomic Energy Commission (CEA) entered a collaboration to prepare for the challenging task of commissioning and assembling the ITER magnets. A workshop-cum-laboratory, the Magnet Infrastructure Facilities for ITER (MIFI), was established on the "other side of the fence" from ITER, directly accessible by a rotogate, in a section of the large hall that hosts the fusion activities of CEA-Cadarache.
Over an area of 700 m², four distinct labs are devoted each to a specific magnet-related issue or activity─a high voltage test lab, a low voltage test lab, a mechanical workshop including a large computer numerical control (CNC) machine, and an insulation/vacuum impregnation lab. Additional space is also made available for larger mockups. "What we do here is test the elements of the ITER magnetic system component by component," explains Bertrand Peluso, the MIFI technical coordinator on the CEA side. "The lab also enables us to assess in real conditions the technical teams that will be involved in the assembly phase and the procedures that will be implemented." CEA's experience in large superconducting magnets was acquired in building and operating the Tore Supra (now WEST) tokamak, whose construction was launched in the early 1980s, and more recently in providing, within the framework of the Broader Approach Agreement, half of the toroidal magnets to JT-60SA Japanese tokamak project . For close to a quarter century, the French public institution has also been involved in the R&D activities that led to ITER design and construction. And since the creation of MIFI in 2014, the lab has been the place where CEA experience is shared and where challenges large and small are faced in a collaborative fashion. "What's important here is proximity and flexibility," says Arnaud Devred, the deputy head of ITER's Magnet Division. "If an issue arises on a component being manufactured somewhere at the other end of the world, we can reproduce the fabrication process here—and sometimes the component itself—to determine where the problem lies. We've had issues pending for years which, thanks to the common work at MIFI, we were able to solve in a few weeks' time." Sample activities include: practicing the insertion of high-voltage cables for ITER magnet feeders on contorted cable duct mockups; fabricating busbar joint samples (similar to the ones which will have to be assembled in the tokamak pit) for testing in ITER-relevant conditions at the SULTAN facility in Switzerland; testing cables, plugs, and sensors under high voltage and cryogenic conditions ... in short, everything pertaining to critical magnet components and auxiliaries.
A large Computer Numerical Control (CNC) machine is part of the MIFI set of labs, along with a high voltage test lab, a low voltage test lab, and an insulation/vacuum impregnation lab. © Christophe ROUX - CEA
Two-and-a-half years after its inception, MIFI is now preparing for a new phase dubbed "MIFI 2," in which the available space will be extended up to 2,000 square metres and, as machine assembly nears, mockups will be made available for assembly process qualification and training of technical staff. "Most processes in ITER are first-of-a-kind," adds Arnaud. "Before getting into the real job, we need to check that processes are feasible and that staff is properly trained and certified." Some of the equipment that will be at the heart of MIFI 2 operations is already in place. For example in one massive steel berth, a mockup of the toroidal field inner-outer intercoil structures will allow technicians to qualify the assembly procedures of these large steel "tabs" that will interconnect the 18 toroidal field coil cases before the real operation is carried out in the Assembly Hall or the Tokamak Pit. The mockup is designed to simulate misalignments and to provide options to compensate them. With the help of a "zero-gravity arm" that augments an operator's movements and enables the handling and insertion of 300-kilo attachment studs, assembly technicians will train (and eventually be certified) for this highly delicate operation that must be performed with a precision of 10 microns. "Over the last years MIFI has provided a great opportunity for newly recruited ITER engineers and technicians to get a hands-on experience of magnet issues," says Arnaud. "This practical experience is essential for an engineering project like ITER and will be pursued in the MIFI 2 phase, with an emphasis on assembly procedures."