you're currently reading the news digest published from 27 Sep 2021 to 04 Oct 2021
featured3
of-interest1
press15
featured
Assembly | Aligning building-size components with millimetric precision

Final alignment has been achieved for the first building block of the ITER plasma chamber—four major components, totalling 1,250 tonnes, have been aligned to within 1 mm of tolerance in the radial, toroidal and vertical directions. This major achievement smooths the way for the similar assembly of eight other sub-assemblies in the months and years ahead. ITER is a world of massive components as tall as buildings and as heavy as commercial aircrafts. Manufactured in different parts of the world, often transported over enormous distances to the ITER construction site, they must be assembled and positioned with utmost precision. The challenge is especially critical when it comes to assembling some of the largest and heaviest machine components into the 'sub-assemblies' that form the basic building blocks of the machine. A 'sub-assembly' brings together a 40-degree, 440-tonne sector of the ITER vacuum vessel, the sector's thermal shield, and two 18-metre-tall, 360-tonne D-shaped toroidal coils. Nine sub-assemblies are required to form the full torus of the plasma chamber. The first step in this first-of-a-kind assembly sequence was taken in April 2021 when vacuum vessel sector #6 was installed inside one of the twin sub-assembly tools, soon to be followed by thermal shield panels and toroidal field coils TF12 and TF13. Precision in assembling and positioning these mammoth components is paramount; any deviation from required tolerances in any component would result in knock-on issues in the sub-assembly and the finalized torus. 'It all begins at the design phase with 3D model simulations,' explains Chang Ho Choi, the head of the ITER Sector Modules Delivery & Assembly Division. 'Computer models, however, belong to the ideal world of perfection. Industrial reality, especially for components as tall as a six-storey building, is inevitably different. The components' conformity is verified and qualified throughout the fabrication process, and all the way to factory and site acceptance tests. By then we have the 'as built' data, which reflects the actual dimensions of the component.' Some deviations unavoidably occur during the manufacturing process. 'The question is: how will these deviations impact the assembly phases? And if they do, how can they be mitigated or corrected?' Local machining, the welding of shims, and interface adaptations are among the available solutions. On 17 September, the assembly teams were able to confirm that the alignment of the four major components—the vacuum vessel sector, its thermal shield, and two toroidal field coils—had been achieved within 0.14 mm of tolerance in the radial direction, 0.25 mm of tolerance in the toroidal direction, and 0.58 mm of tolerance in the vertical direction—'a spectacular result' according to Chang Ho. Components are not the only ones concerned by minute deviations, however. During the first sector sub-assembly activities the assembly tool, despite its size and sturdiness, had bent slightly (one millimetre of displacement at the top) under the combined weight of the components (1,250 tonnes). 'The bending was anticipated,' says Chang Ho. 'But still, it impacted the alignment of the structures that structurally link the two coils (outer intercoil structures) when they are in their final position.' The issue is being solved two ways. One is by making the best of the 'adjustability and incredible precision'* of the sub-assembly tool; the other is by slightly offsetting the axis of the steel dowels inside the sleeves that connect the intercoil structures to the coils. The preparation of the first sub-assembly is now entering its final phase. Once the sleeves are custom machined and positioned, the installation of the intercoil structures will begin. Several other activities (pipe welding for the divertor cooling system and in-vessel viewing system, the installation of small segments of thermal shield, etc.) will be performed simultaneously. Once these operations are complete, temporary bracing tools will be installed between the vacuum vessel sector and the toroidal field coils in order to maintain the proper distance of a few centimetres between them. The first of the nine pre-assemblies should be ready for lifting in the second half of November—a delicate, most strategic and assuredly most spectacular operation. * A set of hydraulic devices and 'hilman rollers' provides the sector sub-assembly tools with six degrees of freedom (x, y, z, and radial, toroidal and vertical rotation).
Disruption mitigation | Perfecting the pellet
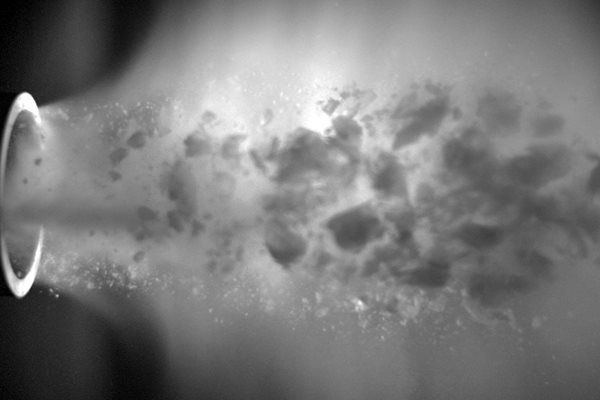
ITER's success will depend in part on subduing potential plasma instabilities. A team at Oak Ridge National Laboratory in the United States is tackling the challenge with shattered pellet injection. A team of experts at Oak Ridge National Laboratory (ORNL) is taking aim at one of the biggest challenges facing ITER: turning cold gas into wine-cork-sized, solid pellets to help keep the plasma in check. The Blanket and Fuel Cycle group in ORNL's Fusion Energy Division is conducting research for the design and construction of ITER's shattered pellet injection disruption mitigation system in collaboration with US ITER and the ITER Organization. 'We have the infrastructure, we have the knowledge,' said R&D engineer and pellet injection scientist Trey Gebhart, who is leading the effort. 'We know what needs to be looked into to provide the most reliable design.' Learning to tame ITER disruptions, 'would be a big deal for sure,' explained physicist Dave Rasmussen, who oversees the pellet injection and disruption mitigation teams for US ITER. 'ITER's plasma is at the scale of a fusion reactor that could inform future fusion power plants. It would be a great achievement to resolve this issue along the way.' ORNL pioneered shattered pellet injection technology a decade ago by building on the lab's longtime expertise in pellet injection—systems that shoot pellets of deuterium, tritium or hydrogen fuel into the plasma of fusion devices. Shattered pellet injection systems, however, don't fuel plasma. Rather, they shut down the plasma when instabilities occur that threaten the plasma-facing surfaces of the machine walls. This process is called disruption mitigation. Over the years, ORNL has supplied shattered pellet injection systems to fusion experiments around the world. Now these experts are helping adapt that technology to the much larger scale of ITER, the world's largest tokamak by far. About the size of wine corks, ITER shattered pellet injection pellets will be more than 15 times larger than those used in today's tokamaks. The ORNL team is currently testing 28-mm-diameter pellets and will soon begin testing 23-mm pellets. 'Scaling from small pellets to the ITER-size pellets introduces a lot of challenges,' Gebhart explained. Gebhart designed a special test bed to tackle those challenges, from the frigid formation of pellets to their fiery finale. Pellets begin as gas, which is cooled within a pipe using liquid helium at -269 degrees Celsius until it solidifies. Although informally referred to as 'freezing,' the gas in fact desublimates, passing directly from gas to solid. Just as larger ice cubes freeze more slowly, larger pellets take more time to desublimate. In Gebhart's first attempt, it took about an hour—twice as long as ITER requires. The team gave those larger pellets a head start by devising a special precooling heat exchanger using liquid nitrogen at -196 degrees Celsius, cutting pellet formation time by half. Desublimating deuterium, an istope of hydrogen composed of one proton, one electron and one neutron, is much easier, however, compared to hydrogen—the preferred material for ITER. ORNL distinguished staff scientist Larry Baylor, who leads the Blanket and Fuel Cycle group, explained the problem. As pellet gas chills inside a pipe, molecules at first stick to the inside surface and desublimate. The pellet forms layer by layer from the outside in, eventually filling the whole space in the pipe. But hydrogen, a poor thermal conductor, doesn't desublimate as well as deuterium. To help solve this problem, Baylor has been measuring and modeling this 'condensation coefficient' for hydrogen, which previously had not been well understood. 'As the cylindrical ring of material gets thicker, these molecules no longer stick as well when they get on the surface,' Baylor explained. 'They bounce off because they don't lose all their thermal energy, because of this heat transfer problem.' The ORNL team also needed to rethink how to shoot the pellet into the tokamak. In other tokamaks, a valve based on a magnetic circuit opens to release high-pressure gas at the pellet—but magnetic circuits will not work in ITER's high magnetic fields. So Gebhart improved a special flyer plate valve that does function in those fields. Shooting pellets down a precise path is another challenge. Because the tubes that direct the pellets into the tokamak will be unusually narrow at ITER, the flying pellets can deviate no more than one degree from an arrow-straight path. The bigger ITER pellets will require more force to send them into the tokamak. Apply that force too fast, however, and the pellet breaks. 'You have to home in on this narrow Goldilocks spot that will get your pellet out intact,' Gebhart explained. Another engineering challenge awaits at the other end of the flight path. By design, the pellets slam into a curved section of the tube wall at 250 metres a second, breaking into pieces. Those fragments will disperse across the plasma, cooling it down as the plasma expends energy stripping electrons off the cold atoms. The ORNL team is now investigating how pellet speed, pellet material and tube angle affect the all-important fragment distribution. They have discovered clues from some interesting sources, including a World War II-era study of shrapnel. 'We use a statistical fragmentation model that was actually derived in the 1940s for understanding how grenades fragment when they explode,' Gebhart explained. 'Pellet material is very brittle, much like some metals.' All of these elements can help to improve the system's performance. 'Previously, everything was just, 'Shoot the pellet, you get what you get, and it does its job,'' Gebhart said. 'Now, we are slowly learning that we can tweak it to produce better results.' See the original story at US ITER.
Manufacturing | Diamond windows in production in Europe

Synthetic diamond windows will play a double function in the ITER machine—allowing the microwaves of the electron cyclotron heating system to pass through to reach the plasma while providing an effective leak-proof vacuum barrier. A contractor to the European Domestic Agency has started production. Offering unsurpassed hardness, broad band optical transparency, and extremely high thermal conductivity, synthetic diamonds are the material of choice for 60 small windows that offer access to the machine for the high-frequency electromagnetic waves of ITER's electron cyclotron heating system, yet ensure a tight vacuum boundary. The European Domestic Agency Fusion for Energy is working with a German contrator, Diamond Materials, for the production of sixty 1.1 mm thick discs with a diameter of 7 cm. Each one requires approximately six months to complete, including tests. The company is currently working at a rate of 7 to 10 discs every four months. First the sythetic diamonds are "baked" in one of the company's 40 furnaces, a process that requires two months. Then the diamond is separated from its substrate, shaped to ITER specifications, and polished before its quality gets confirmed through optical testing. See the full article on the Fusion for Energy website.
of-interest
ITER Talks | Magnet System

Neil Mitchell hosts the third ITER Talks video, now available to watch on ITER's YouTube channel. The former Head of the Magnet Division gives viewers a closer look at how magnets contain and control plasma inside the tokamak. In his presentation, Neil explains how the superconducting magnetic coils are created and used. Even minor changes within the coils can cause a shift in the magnetic field, and Neil highlights the great need for precision and care as experts work on the coils. Future installments in the ITER Talks series will focus on other aspects of the ITER Project. Watch the third episode in the series here.