you're currently reading the news digest published from 27 Aug 2018 to 03 Sep 2018
featured4
of-interest1
video1
press1
featured
Tank installation | Seven in one blow

Deep inside the Tokamak Building is a room large enough to accommodate a three-storey building. The floor and lower walls are lined with stainless steel plates; like stars on the firmament, hundreds of embedded plates dot all other surfaces. The drain tank room, 40 metres long, 15 metres wide, and 11 metres high, was designed to house seven containers with volumes ranging from 100 to 210 cubic metres: three drain tanks to support normal operation, maintenance and water collection following an accident in the machine; and four vapour suppression tanks to protect the vacuum vessel against overpressure in the case of a 'loss of coolant accident' in the vacuum chamber. With its leak-tight floor and lower-wall lining, the room acts like a 'drip pan.' In the improbable case of a leakage from any of the tanks, the contaminated water would remain contained within. In a way, the drain tank room is itself a tank. The installation of the seven tanks, an operation that began on 14 August, was the most spectacular installation activity performed as yet in the Tokamak Complex. The very nature of the tanks—classified within French safety regulations as nuclear pressure equipment (ESPN)—required the implementation of special procedures and control points for validation at every step: from transport out of storage, to lifting and handling, and finally to transfer on air pads to the final positions in the room. Another challenge was the chamber's topography. Tanks measuring up to 6.7 metres in diameter had first to pass through an opening only slightly larger (7 x 7 metres), then to be moved along the narrow room with manually operated hydraulic jacks in order to make room for the next. The four vapour suppression tanks, half the height of the drain tanks but almost as heavy (close to 100 tonnes), were the first to be installed. Once deposited on the floor and paired (one tank sitting on top of the other) they were skidded to one side of the room. Next, the three drain tanks followed the same sequence and, by Friday 17 August, the operation was complete. In four days, working from dawn to dusk, the teams installed 600 tonnes of steel tanks and the opening in the ceiling of the drain tank room can now be closed to allow work to continue on the level above. Completed successfully, safely and on schedule, this major achievement was the demonstration of efficient team work and perfectly coordinated activity across multiple contractors operating under the responsibility of the European Domestic Agency: ITER logistics provider DAHER (for transferring the tanks out of storage) and Tokamak Complex works contractor VFR (plus subcontractor Ponticelli) for lifting and installation. Now fully furnished, the drain tank room is no less impressive than when it was empty. In the vast open volume it was easy to feel the kind of awe and wonderment experienced in a cathedral; in the now-constricted space among towering tanks, it is like being inside the engine room of a giant submarine, the innards of a steel leviathan ready to come alive.
Poloidal field coil #6 | 459th (and last) turn

More than 12 kilometres of niobium-titanium superconductor have been successfully wound into the nine double pancake windings for poloidal field coil #6 (PF6), the first of the ring magnets expected on site for assembly into the ITER machine. At the Institute of Plasma Physics of the Chinese Academy of Sciences (ASIPP), in Hefei, teams have been at work since February 2016 on the fabrication of ITER's bottommost ring-shaped coil. From the successful completion of qualification windings through the serial production of the nine double-layered 'pancakes' that make up the core of the magnet, it has been a long and technically challenging journey. Poloidal field coil #6 (PF6) is being fabricated in China under an agreement signed between ASIPP and the procuring party, the European Domestic Agency. The magnet is due for delivery on site in mid-2019. The winding of each double pancake involves the integration of two superconducting cable lengths into a spiralled, circular assembly of rigorously controlled dimensions. Each turn of superconductor is electrically insulated from the adjacent turn with layers of Kapton and fibreglass tapes, and inlets are created for the flow of liquid helium. If you multiply the number of conductor layers (18, or nine double pancakes) by the number of spirals in each layer (25.5), that's 459 turns around the winding table. Late June, ASIPP and the European Domestic Agency celebrated the completion of the ninth of nine double pancakes. The next step in the process—the impregnation of each double pancake with resin—should be completed at the end of this month, paving the way for the stacking of the different layers into the final coil assembly. After a final round of ground insulation and impregnation the completed coil will be shipped to the ITER site in France, where European contractors are winding poloidal field coils 2, 3, 4, and 5 and where a cold testing facility has been installed for the final testing of the coils at low temperature. Please see the report on the European Domestic Agency website.
Navigating a maze | A perfect challenge for the "ITER Makers"
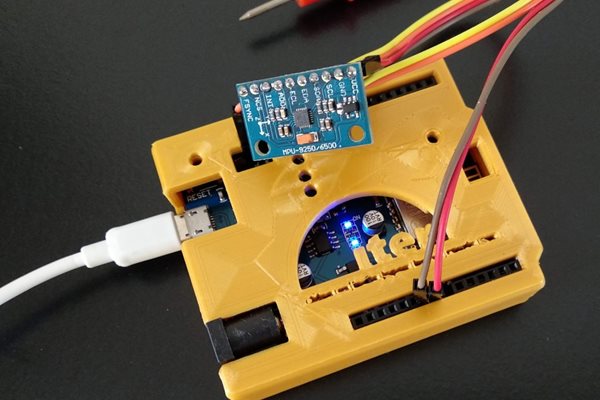
ITER magnet feeders are 31 critical components that deliver electrical power and cryogenic fluid to the magnets and serve as conduits for instrumentation cables across the warm/cold barrier of the Tokamak. The first feeder component delivered to ITER is the cryostat feedthrough for poloidal field coil #4: a 10-metre, 6.6-tonne component. A challenging inspection: only an endoscope can fit in this maze of pipes and welding and facilitate the visual inspection. But even with the best endoscope, physical orientation is easily lost and the inspection becomes more difficult—not knowing whether the image is straight, rotated or upside-down. ITER Makers to the rescue: After an endoscopic inspection of the first feeder, Jaromir Farek of the In-Cryostat Assembly Section contacted the ITER Makers Group to explore how real-time feedback could be given on the endoscope's position. (The ITER Makers Group—a recently established club with a small 'FabLab' onsite—is a space where ITER Organization collaborators can work on personal and group projects on their own time, exploring new technologies while sharing tools, equipment and knowledge.) This was a perfect challenge for the ITER Makers. But time was of the essence, since the next inspection was due in just four days (weekend included). Quick, a solution! Romain Bourgue, the co-founder of the ITER Makers group, identified a solution: a small position sensor that would integrate a gyroscope, a compass and an accelerometer. This component, similar to the device used in smartphones, would be attached to the end of the endoscope and transmit position information to an Arduino microcontroller. The Arduino would in turn send output to a computer monitor, where a 3D model of the endoscope would rotate and show users the live position of the tool. Working together during a few fruitful lunchbreaks and a weekend, the group soon had a working prototype, complete with a custom casing fabricated with the Makers' 3D printer. Now to the real thing! The next steps involved moving from prototype to the real thing. Knowing that the endoscope cable is 5 metres, the Makers soldered the sensor to a 10-metre cable and re-verified its functionality. The sensor then needed to be attached securely to the camera of the endoscope, using heat shrink tubing at the endoscope tip and cable ties to complete the installation. The inspection took place at the nearby MIFI workshop at the French Alternative Energies and Atomic Energy Commission (CEA) research centre, where the first magnet feeder component is currently stored. With the gyroscopic information telling the endoscope user the exact positioning of the instrument, the inspection was a success. Romain Bourgue, IT Security & Policy Responsible Officer; Jaromir Farek, Magnet Auxiliaries Structural Specialist; Nuno Pedrosa, Non-Destructive Testing Engineer; Jean Revel, Instrumentation & Control Engineer; and Wan Lijun, Superconducting Auxiliaries Engineer all contributed to the project.
Correction coils | Closing the case

Over the past six years, the Chinese institute responsible for the fabrication of ITER's 18 correction coils has successively qualified the winding, impregnation, case manufacturing and assembly steps. A final review carried out in August on the closure welding of the casing completes process qualification activities, allowing the first production coil to be finalized this year. In a spacious workshop at the Institute of Plasma Physics of the Chinese Academy of Sciences (ASIPP), sparks fly as a welding robot makes a pass along the top edge of a full-scale bottom correction coil prototype. Designed to negotiate the unusual shape of the correction coils—which are either banana-shaped (top and bottom coils) or non-planar squares (side coils)—the robot is using autogeneous laser welding to perform the last in a series of qualification activities: final closure welding. 'This last step is a delicate one,' explains Fabrice Simon from ITER's Magnet Division. 'At this point the superconducting winding pack has been inserted into its steel case and the top lid must be welded shut. The technical specifications demand gap tolerances of less than 0.3 mm, which means a tight tolerance machining of both case and lid over the total 30 metres of weld as well as the control of welding shrinkage. The ASIPP took up the challenge with enthusiasm, and developed a 'skip and balance' welding sequence that has proven successful, with the robots welding opposite corners, then opposite sides to balance the shrinkage effect.' Two robots and powerful 20 kW laser weld tools have been engineered to work over the coils' large surfaces. It took one year to establish the best processes for case closure based on tests run to characterize the welds and ensure mechanical strain properties. The closure weld test on the full-scale prototype case, initiated in June, took approximately two months including inspection and dimensional checks. "Weld quality was better than expected and most dimensions met requirements,' confirms both Wei Jing, project leader for ASIPP, and Dr Niu, from the Chinese Domestic Agency (ITER China). The ITER Organization, ITER China (responsible for the procurement of the coils), and manufacturer ASIPP discussed the detailed test results at a three-day meeting that took place last week at ITER Headquarters. Once all documents have been signed, the qualification phase for bottom and top correction coil manufacturing officially comes to an end and series production can continue full speed. The last challenge for ASIPP will be to qualify the case closure welding for the side corrections coils, which have bigger and more flexible structures than the bottom correction coils. At ASIPP, production is underway on the six bottom correction coils—the first set needed for installation at ITER. Teams have completed five winding packs, carried out vacuum pressure impregnation on four, and produced the first case structure. Later this month, the insertion of the first impregnated winding pack into its case is scheduled, to be closely followed by closure welding. By the end of the year, the first bottom correction coil, BCC #1, will be ready for cold testing. Click for more information on the qualification of correction coil winding and coil case manufacturing.
of-interest
2018 recipients of the Landau-Spitzer Award
The Landau-Spitzer Award on the Physics of Plasmas for 'outstanding contributions to plasma physics' is jointly sponsored by the Plasma Physics Divisions of the American Physical Society (APS) and the European Physical Society (EPS). The Award is given to an individual or group of researchers for outstanding theoretical, experimental or technical contribution(s) in plasma physics and for advancing the collaboration and unity between Europe and the USA by joint research or research that advances knowledge which benefits the two communities in a unique way. The award may be given to a team or collaboration of up to four persons affiliated with either the European or US institutions. The 2018 recipients are: Yevgen Kazakov, Laboratory for Plasma Physics of the Royal Military Academy (LPP-ERM/KMS), Brussels, BelgiumJozef Ongena, Laboratory for Plasma Physics of the Royal Military Academy (LPP-ERM/KMS), Brussels, BelgiumJohn. C. Wright, MIT Plasma Science and Fusion Center, USAStephen J. Wukitch, MIT Plasma Science and Fusion Center, USA The winners were selected 'for experimental verification, through collaborative experiments, of a novel and highly efficient ion cyclotron resonance heating (ICRH) scenario for plasma heating and generation of energetic ions in magnetic fusion devices.' -- From left to right : Yegven Kazakov, Jef Ongena (with the first wall of JET as background)and Steven Wukitch, John Wright (with the first wall of Alcator C-Mod as background) For more detail on the winners and their work please see the APS announcement, the LPP-ERM/KMS website, and MIT News.
video
The ITER worksite in August 2018
