How to make a radial plate in 150 days
18 Jun 2014
-
R.A.
A radial plate is but a part of an ITER toroidal field coil; still, it is huge. And size and mass (16 metres tall, 5.5 to 9.8 metric tons) are not its only awe-inspiring characteristics ...

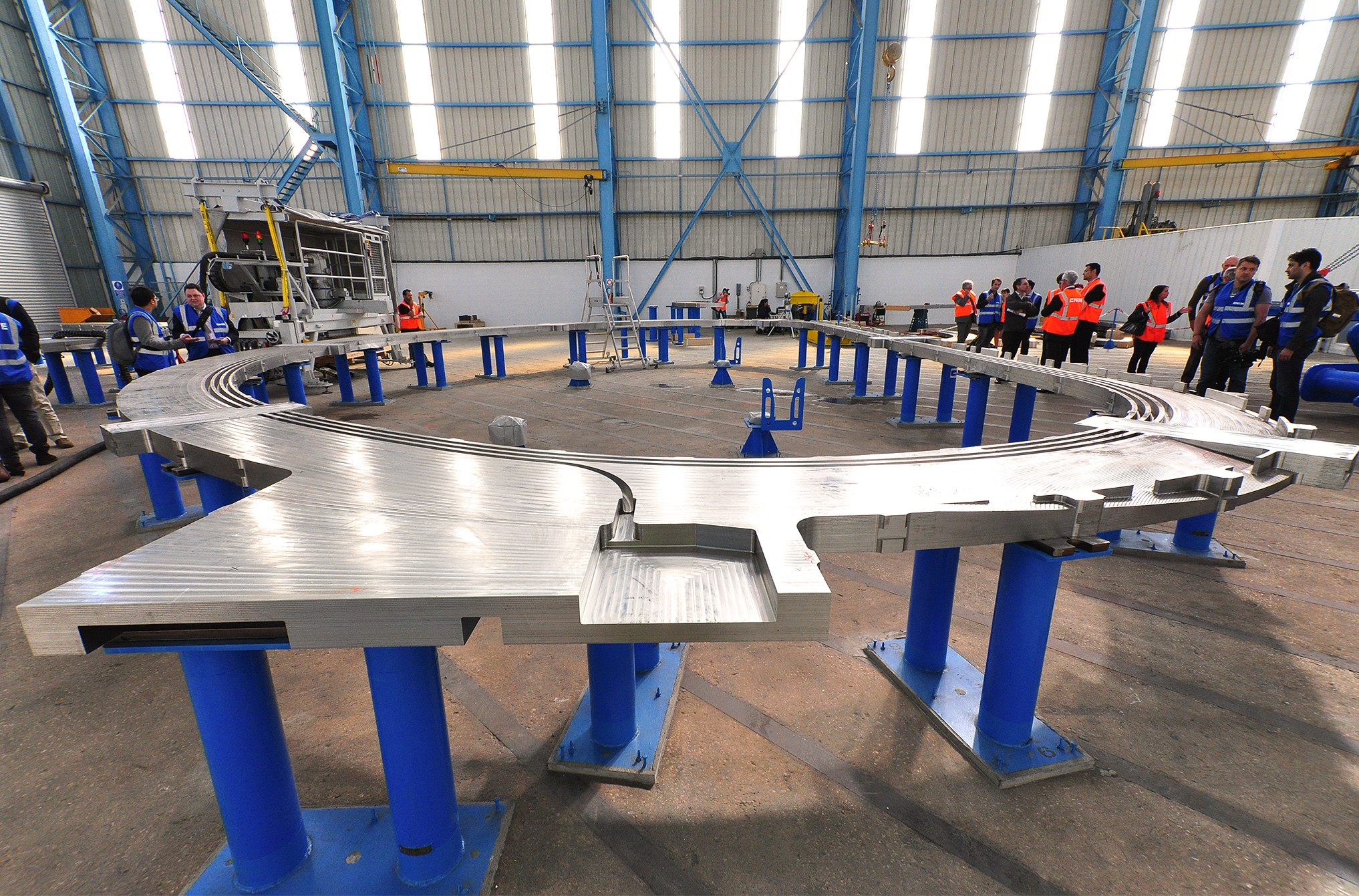
A pre-machined radial plate ready for electron beam welding operations in the CNIM welding shop (Toulon, France).
What impresses most is the high-precision manufacturing that the radial plates require. Once the six "rough shapes" that form a radial plate have been pre-machined and welded together (see video below), tolerances cannot exceed one millimetre. At each stage of fabrication, the plate's measurements are verified by laser.

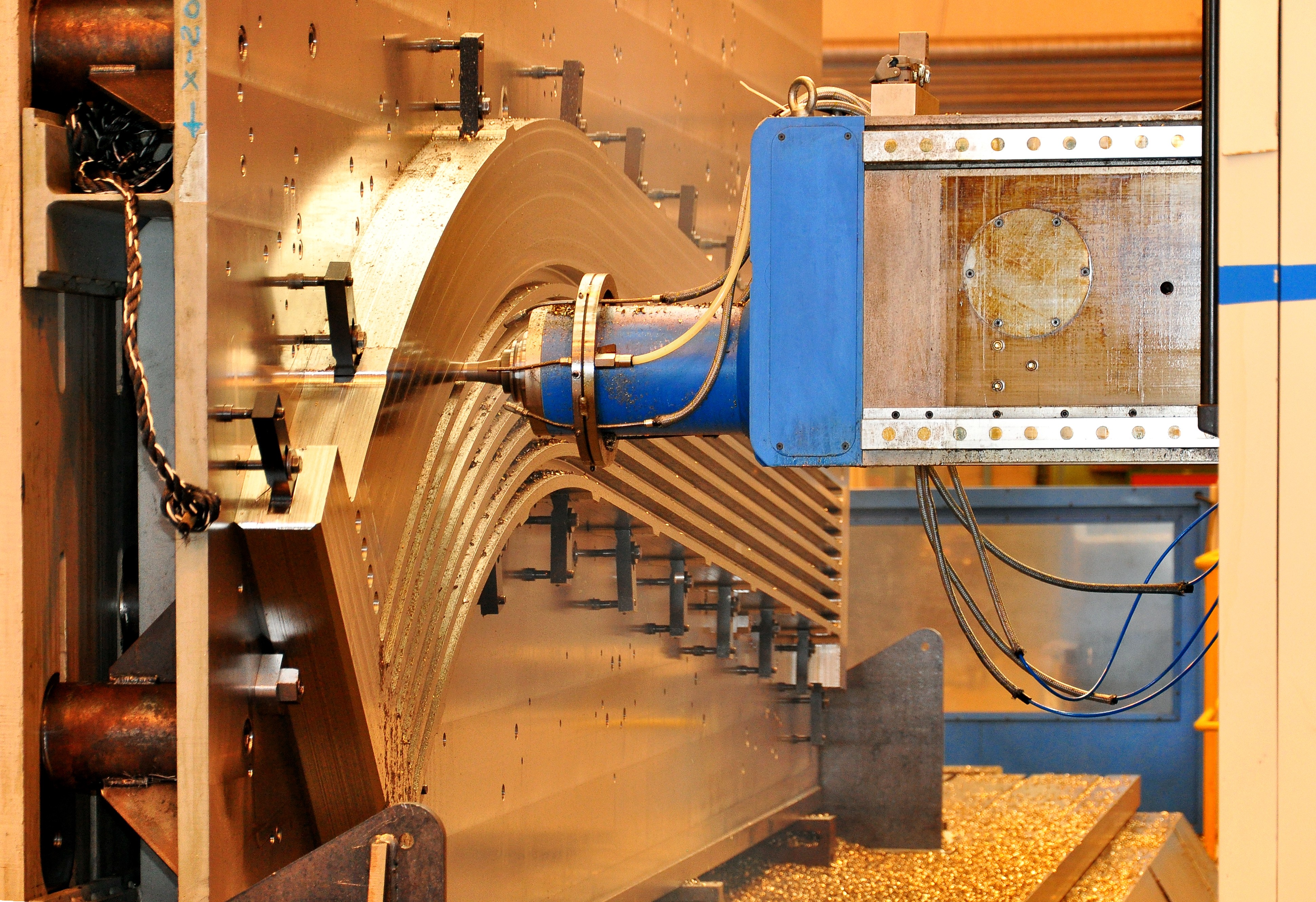
Before welding, grooves are pre-machined into both faces of the "rough shape" stainless steel plate.
Precision is paramount: 750 metre of jacketed superconducting cable have to fit into the grooves that are machined into the plate's steel. "The trajectory of the conductor must perfectly match that of the grooves," explains an expert at CNIM, the French company responsible for the fabrication of 35 radial plates out of a total of 70 (consortium partner SIMIC, in Italy, is responsible for the others). "If we deviate from the required measurements even by a few tenth of a millimetre, we can throw the plate away. And that would mean several million euros..."


Dimensional checks are performed at every stage of the manufacturing process.
At CNIM, like at SIMIC, the manufacturing process is long and painstaking. From the pre-machining of the rough shapes, it takes close to 150 days before a radial plate is finalized and ready to be sent to ASG Superconductors SpA, in La Spezia, Italy, where the conductor lengths will be inserted. Seven radial plates are needed for the assembly of each toroidal field coil.
"Another main challenge is the tight schedule," explains the CNIM management. "The expected delivery rate is one radial plate every four weeks. To achieve this, our teams must work around the clock in three 8-hour shifts."


The radial plate is now in the final stage of fabrication. All in all the manufacturing process takes about 150 days.
Winning the EUR 160 million European contract for radial plate manufacturing translated into heavy investment for the company. It built a dedicated, 3,000 m² facility, acquired highly sophisticated tools (machining, welding, handling) and hired a specialized workforce of 50.
Watch this video on the radial plate manufacturing process (courtesy of CNIM) here.