The making of a ring coil—a photo story
23 Jan 2017
-
R.A.
From one end to the other of the on-site manufacturing facility for poloidal field coils, the different production stations are now clearly delimited, with tooling in various stages of installation. In this 257-metre-long workshop, European contractors will carry out the winding, impregnation, and assembly phases for the four largest ring magnets, with diameters of 17 to 24 metres.

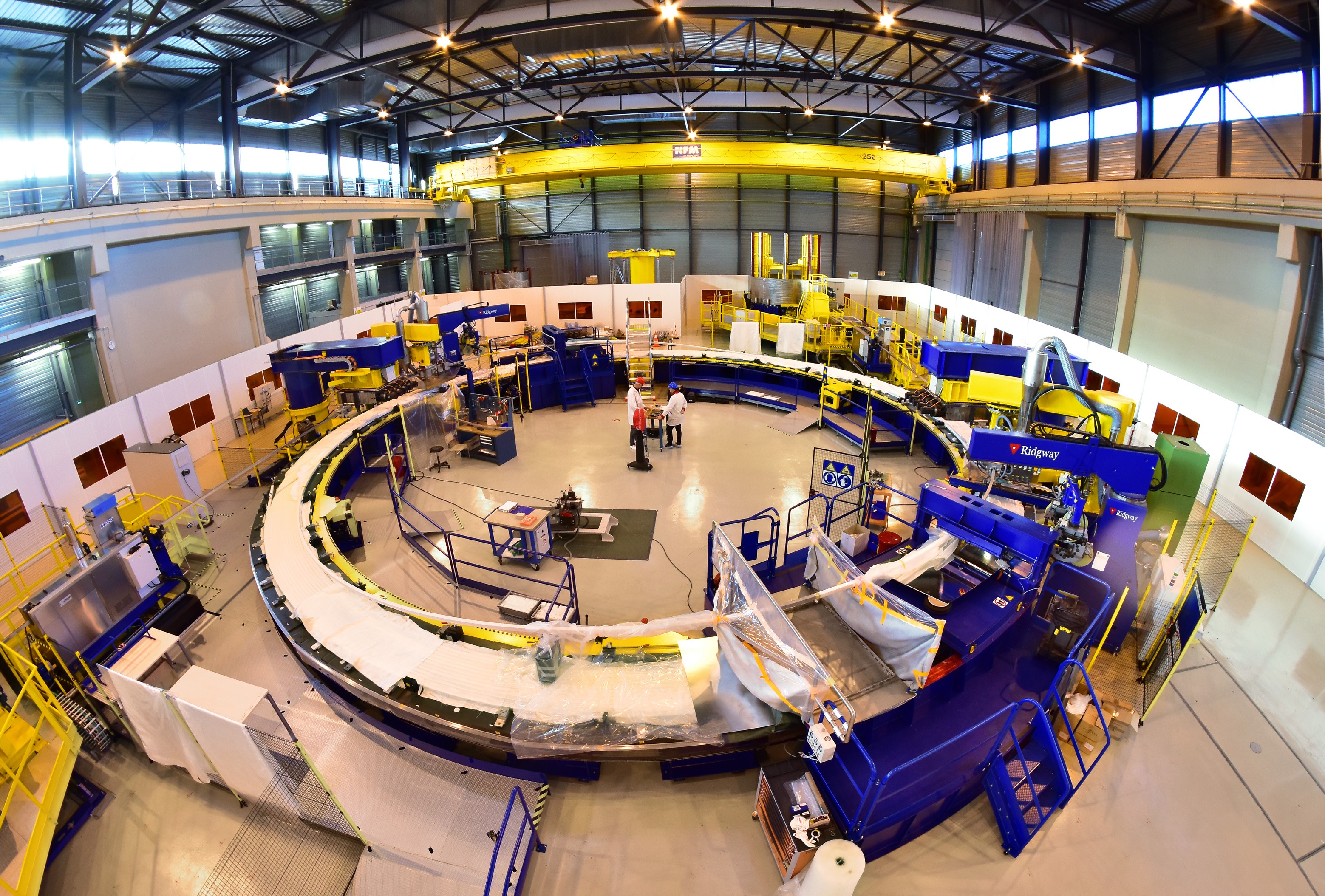
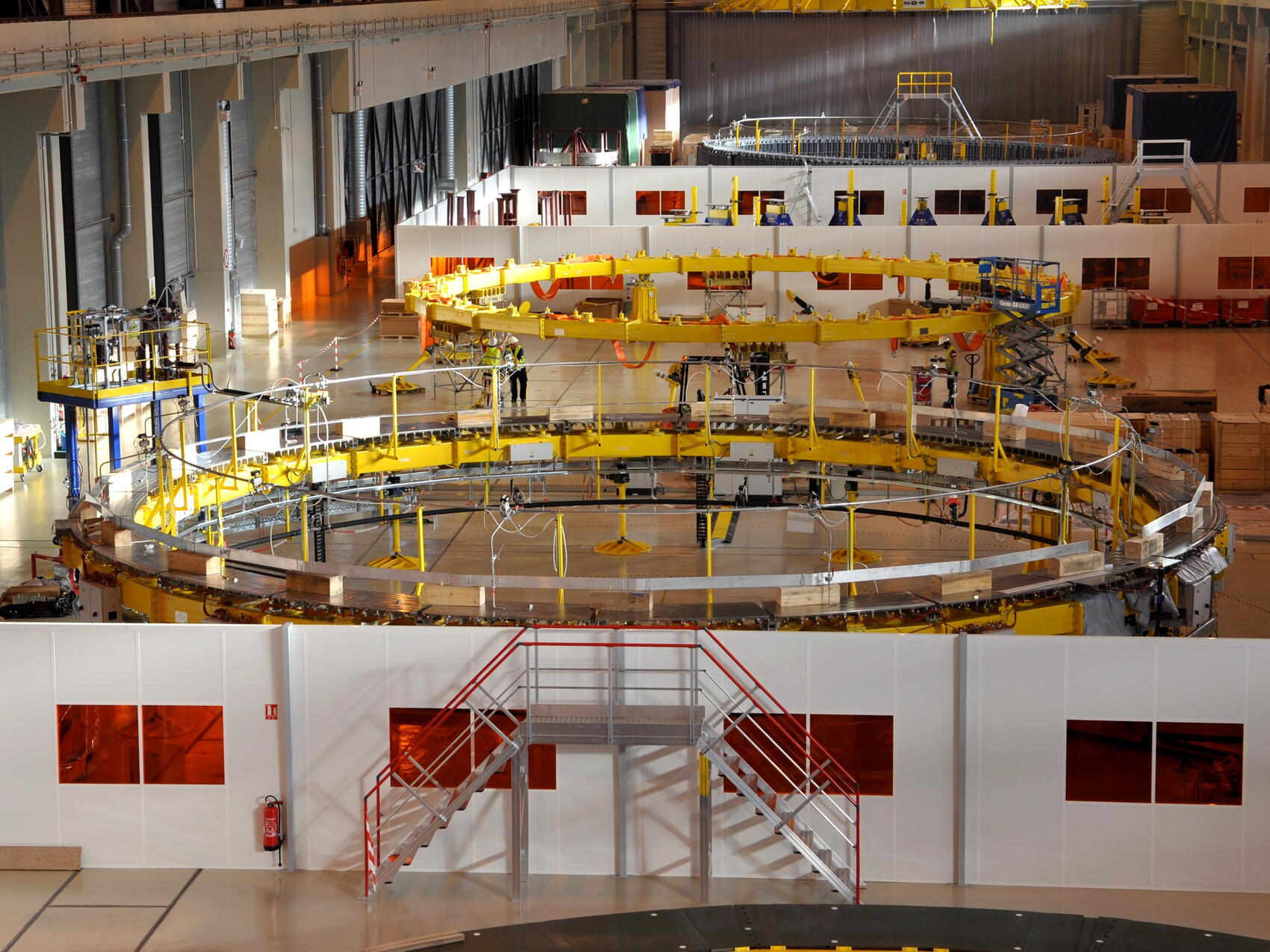
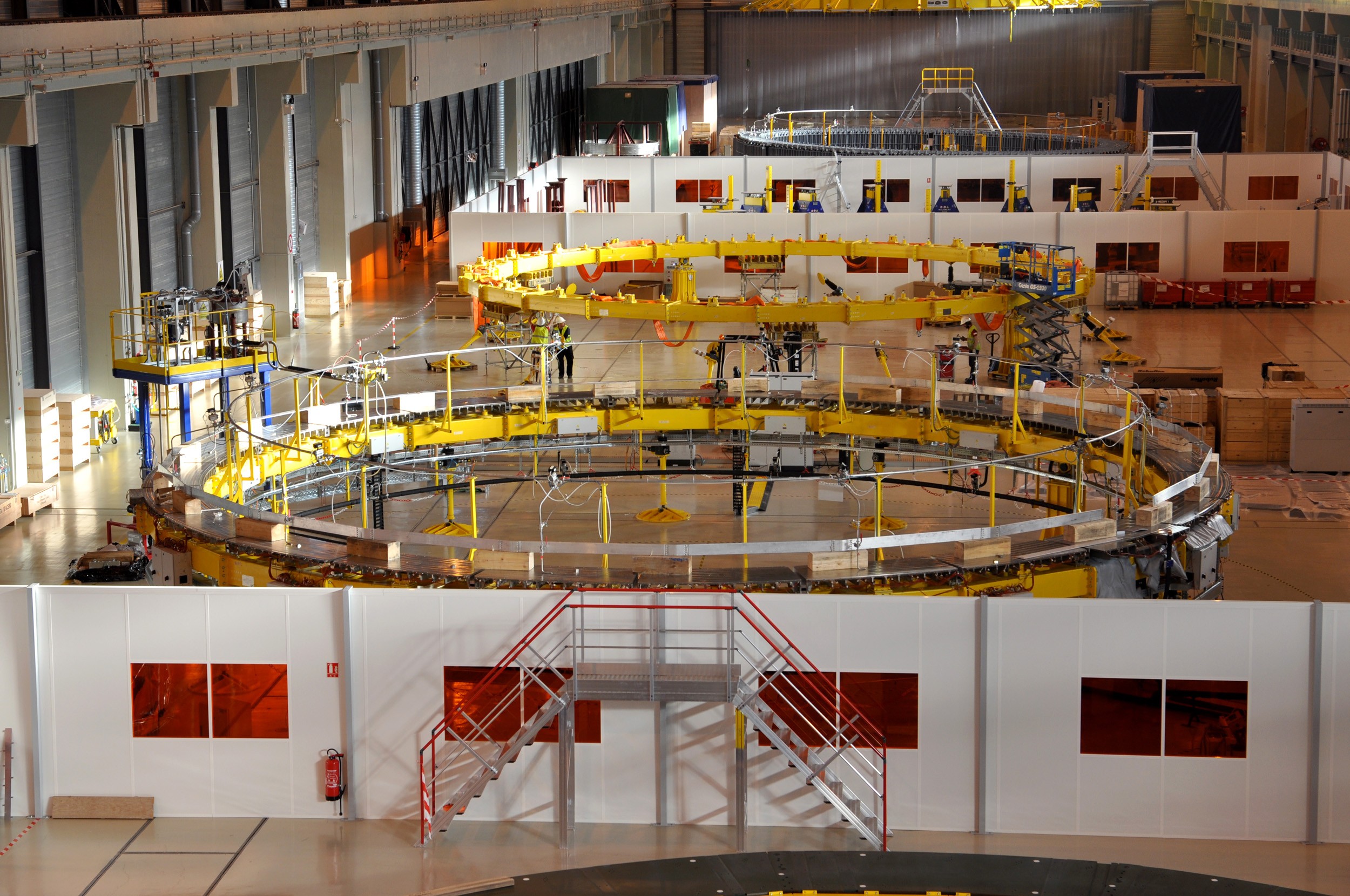
The dummy for PF Coil #5, with copper conductor instead of niobium-titanium alloy, is in the last stages of winding.
The process will require at least 18 months per coil. Series manufacturing for the "building blocks" of the coils, called double pancake windings, can begin as soon as qualification activities are validated. The first pre-dummy pancake—made with several turns of copper conductor instead of the real superconducting materials—has been wound and the manufacture of a full two-layer PF5 dummy double pancake is underway to qualify all processes.
Contractors are installing the later-phase tooling stations now. In the gallery below, you'll see progress made recently on the double pancake impregnation station in the centre of the facility and on the full coil impregnation station at the far end.

It all begins here, at the southwest end of the 257-metre-long Poloidal Field Coils Winding Facility. Once attached to the overhead travelling crane, the starfish-shaped tool to the right of the photo lifts each conductor spool and places it onto the despooler tower, shown on the left. As the conductor passes out of the despooler, it is straightened, cleaned and then bent again to match the geometry of the future coil. The conductor is fed to the winding table from two despoolers simultaneously ("two in-hand" winding). The second despooler is visible in the far corner to the right of the clean area. In all, some 45 kilometres of steel-jacketed conductor will go into the four poloidal field coils manufactured on site.


As the conductor enters the winding table, a device comparable to a complex, high-tech scotch tape dispenser tightly wraps it in layers of insulating fiberglass tape. The carefully synchronized winding and wrapping operations result in a "double pancake" made of several "turns" of insulated coil. Depending on their size and position around the vacuum vessel, ITER's six poloidal field coils are made of 6 to 9 double pancakes stacked together. Europe is manufacturing poloidal field coils PF2, PF3, PF4, and PF5 in this on-site facility, while PF1 is being manufactured in Russia by the Russian Domestic Agency and PF6 is being manufactured in China under contract with the European Domestic Agency.

Before they are stacked to form a coil, each double pancake must be impregnated with epoxy resin under vacuum pressure. The heated resin will permeate and strengthen the insulating tape and guarantee that the component is electrically insulated. It will also bond each double pancake into a rigid assembly. For production reasons, there are two impregnating stations in the on-site winding facility. In this picture, we see that one has been finalized, and a second is being assembled.

Following impregnation, the double pancakes are stacked together and their terminations are welded to form one single circuit. This operation is performed in a clean area near the centre of the building that is presently under construction behind the white walls in this photo. The compact assembly is now called a "winding pack" and weighs several hundred tonnes. A gantry crane with a lifting capacity of 400 tonnes will soon be installed to handle the packs and move them to the final resin impregnation station. Squeezed and compressed into the grey impregnation mould in the foreground of this photo, the winding pack will undergo a process similar to the resin impregnation of the single double pancakes. Some 18 to 24 months will have elapsed since the conductor was despooled. The final activity for each coil will be cold testing at approximately 80 K to verify the performance of the coils before their installation in the machine.
