Toroidal field coil manufacturing gains momentum
22 Oct 2012
-
Arnaud Foussat, Section Leader, ITER TF Coil Section
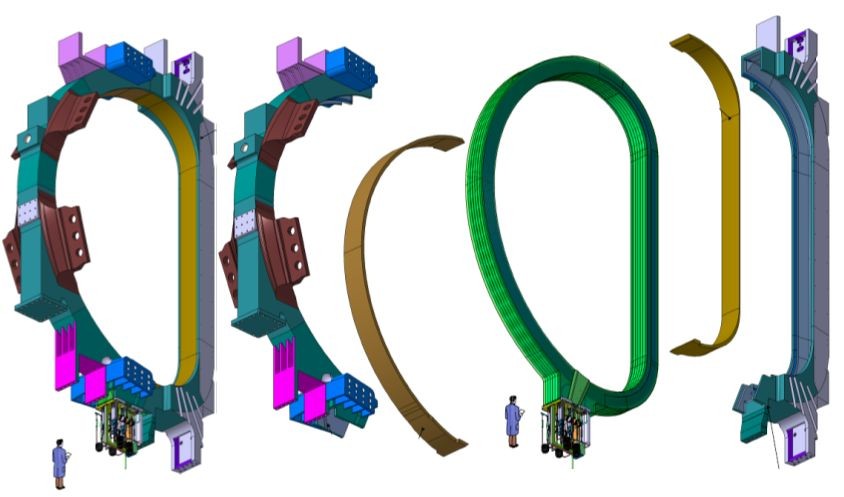
An exploded view of toroidal field main assembly sub-elements: toroidal field coil and structure.
Ever since Dr. Heike Kamerlingh Onnes walked the pace of superconductivity back in 1911, there have always been scientists endeavouring to exploit its tremendous properties through powerful, high magnetic field magnets.
These endeavours are turning into a reality at ITER, as the largest and most powerful superconductive magnets ever designed, with an individual stored energy of 2.2 Gigajoules (GJ), are being manufactured.
The toroidal field coils are the ITER magnets responsible for confining the plasma inside the vacuum vessel, using cable-in-conduit, niobium-tin-based conductor technology.
Procurement for the 19 toroidal field coils is shared between the Japanese and the European Domestic Agencies.
Following the last call for tender in August 2012, the first of a series of procurement contracts of the nine Japanese toroidal field coils has been awarded to Mitsubishi Heavy Industry as a main contractor, with Mitsubishi Electric Corporation (MELCO), as a sub-contractor (a well-known stakeholder in superconducting magnet world).
Toroidal field coils are encased in large stainless steel structures. Procurement of the nineteen encasing stainless steel coil structures (TFCS) is the responsibility of the Japanese Domestic Agency, who recently placed two contracts respectively for first-of-series European TFCS with Hyundai Heavy Industry in Korea and for Japanese TFCS with Mitsubishi Heavy Industry in Japan.
With a total weight of 3,400 tonnes, the "superstructure" of toroidal field coils is pushing the limits of manufacturability. Millimetric tolerances require state-of-the-art welding techniques (plate thickness on 316LN is up to 180 mm) to reach high quality requirements. As a result it is necessary to use specialists in heavy industry.
From 1-3 October 2012, the Collaboration Toroidal Field Coil Working Group met in Naka, Japan after visiting Hyundai Heavy Industry, Mitsubishi Heavy Industry and MELCO manufacturing. This meeting was attended by toroidal field coil and TFCS technical responsible officers from the ITER Organization, the European Domestic Agency and the Japanese Domestic Agency (JA-DA). Several specialists from JA-DA supplier Mitsubishi Heavy Industry were also invited to participate in the meeting.
Such meetings are essential for resolving common toroidal field coil system issues between both Domestic Agencies and their multiple suppliers, and to manage the interfaces and tolerances between the winding packs and the coil structures.
It goes without saying that regular contact with the Domestic Agencies' industry, through meetings with technical responsible officers will guarantee the prompt solving of any issues that may arise within such a challenging production environment.


From left to right: Masaaki Morimoto (JAEA), Koji Fujimori (MHI), Katsusuke Shimizu (MHI), Norikiyo Koizumi (JAEA technical responsible officer for the toroidal field coils), Alessandro Bonito Oliva (European technical responsible officer), Arnaud Foussat (ITER technical responsible officer) and Kazuya Hamada (JAEA).
The manufacturing of the first series of double pancakes as part of first winding packs by both Domestic Agencies is planned to start in September 2013, with delivery of the first winding pack in 2014 bringing up to full speed the.series production.
Given that the knowledge-based coil fabrication will be very dynamic, improving insight in those magnets tolerances will be essential, as discussed with technical responsible officers Norikiyo Koizumi (JA-DA) and Alessandro Bonito Oliva (EU-DA).
Bonito Oliva reported additionally on recent progress concerning the commissioning of the European toroidal field winding tooling facility, the heat treatment oven and ongoing qualification tasks on joint, helium inlet and impregnation trials.
In spite of the difficulties of coordinating fabrication work with such a vast logistic and high production rate, the ITER Organization is confident in the ability of the Domestic Agency suppliers and of the ITER Organization-Domestic Agency team's capacity to continue working in a cooperative and synergetic manner in order to reach our common goal.
The Collaboration Meeting is also an opportunity to showcase the work done in the Japanese and European Domestic Agencies. The substantial progress achieved by both would not have been possible without an effective collaboration within the toroidal field team.