Nearing the final design for in-vessel coils
20 Nov 2013
-
Krista Dulon
Research and development activities for the ITER in-vessel coils have been successfully completed at the Chinese Institute of Plasma Physics (ASIPP) and the manufacturing of two prototype coils—one equatorial edge localized mode (ELM) coil and a 120° segment of a vertical stabilization (VS) coil—is underway.
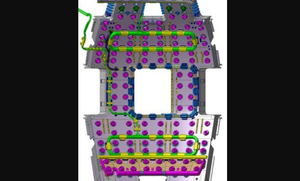
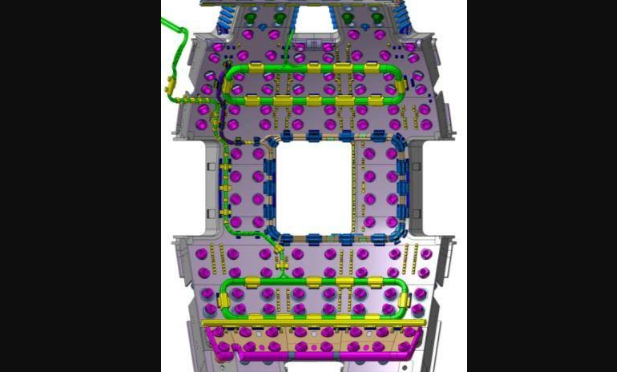
The integration of the ITER in-vessel coils, with all their turns, bends and bumps, present specific challenges in the crowded environment of the vacuum vessel.
Unlike ITER's large superconducting magnet systems, the ELM and vertical stability coils which make up the in-vessel coil system will be located inside the ITER vacuum vessel. Two ring-shaped vertical stability coils will be located at the top and bottom of the vessel and an array of 27 ELM coils will be attached to the vessel walls at the upper, equatorial and lower levels where they will face high thermal and electromagnetic loads.
The design, fabrication and assembly of the in-vessel coils pose a number of unique challenges.
"The in-vessel coils have gone through many iterations since 2008, when a team at the Princeton Plasma Physics Laboratory (PPPL) began work on the design and analysis of these challenging components," explains Anna Encheva, responsible engineer for the in-vessel coils. "We are now close to finalizing the design. The final step is the completion of the prototype manufacture, development of suitable manufacturing and testing procedures and techniques to ensure manufacturability of the coils for ITER, and the resolution of the technical issues associated with the prototype manufacturing."

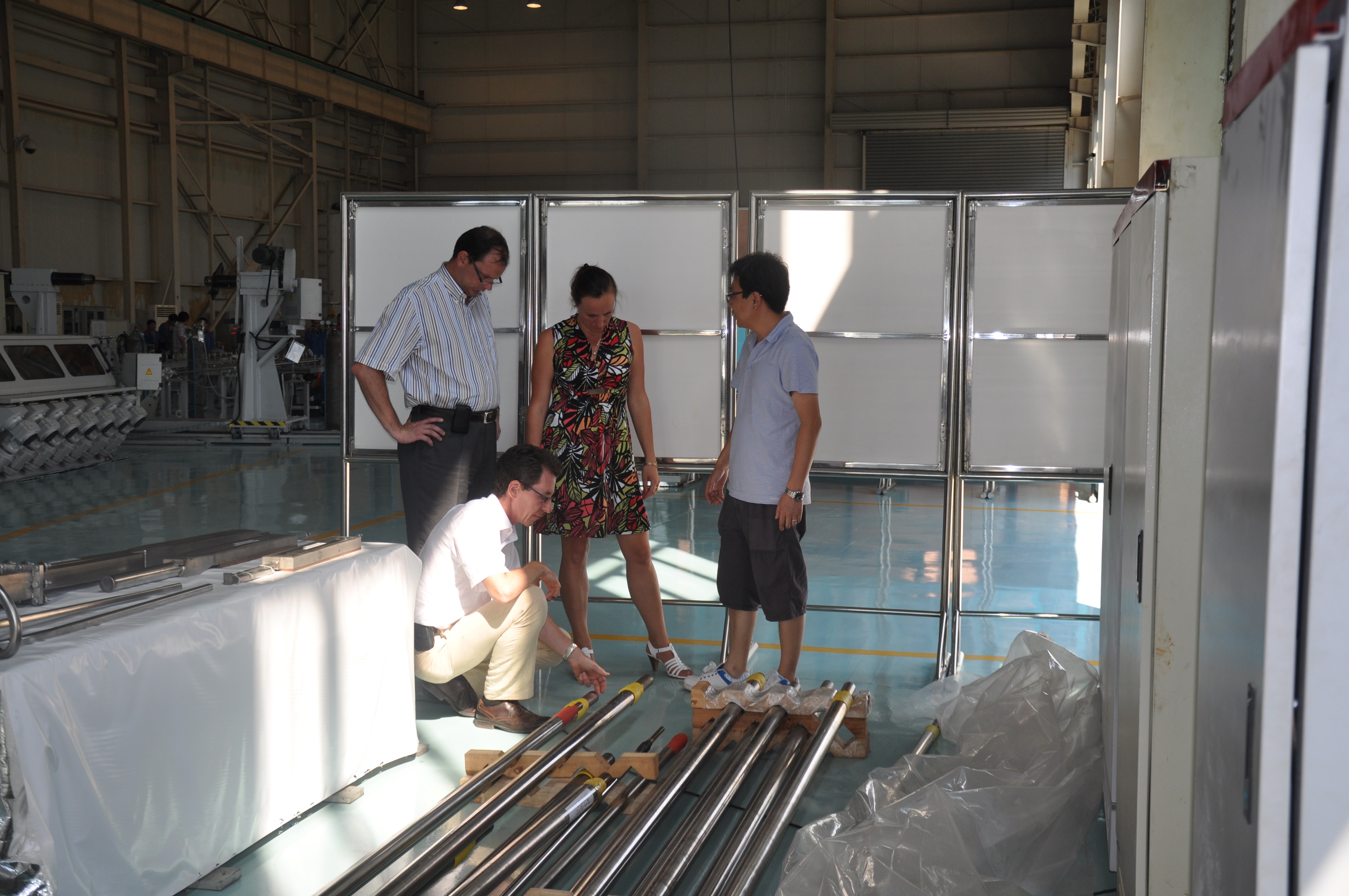
Carlo Sborchia, head of the ITER Vessel Division; Brian Macklin, in-vessel mechanical engineer, Machine Assembly and Installation; and Anna Encheva, in-vessel coil responsible engineer speak with Long Feng from ASIPP over samples of completed conductor for the ELM and VS coils.
The complex shapes of the coils—large radius bends and a multiplicity of turns, bends and bumps for the vertical stability coils and sharp radius bends for the ELM coils—make manufacturing particularly demanding. Innovative techniques are under development for the joining (brazing) of a large number of joints. The qualification of these techniques is one critical issue that remains to be resolved for the in-vessel coils.
A number of integration challenges are also specific to the in-vessel coils. "During ITER assembly, the installation of the vertical stability coils is one of the first activities to be performed after the welding of the vacuum vessel sectors," says Anna. "We will face tight assembly tolerances and a very crowded environment. We will need special welding equipment, capable of working simultaneously on the three segments of the vertical stability coils. Interfaces with other components, such as the blanket modules and manifolds or diagnostics, have also created some very demanding requirements." In close association with the Machine Assembly & Installation Section, the in-vessel coil team is currently launching welding and brazing qualification activities.
In-vessel coil prototype manufacture will be completed this year by ASIPP within the framework of a Task Agreement signed with ITER in 2011. All mechanical and electrical tests are scheduled to be completed by March 2014. ASIPP subcontracted part of the work, principally design and analysis, to PPPL. "The development of the in-vessel coils has been a team venture, undertaken by two experienced laboratories and a core team at the ITER Organization that leads and supervises the work and looks after the integration and interfaces, as well as assembly and installation, the schedule and procurement," emphasizes Anna.
The progress and positive results of in-vessel coil development work were reported to last month's Science and Technology Advisory Committee (STAC), which expressed its satisfaction and recommended the inclusion of the coils into the ITER Baseline.
The ITER Organization team is now preparing for the in-vessel coil Final Design Review scheduled for March 2014. "We're fixing all the major interfaces (power supplies, cooling water, blanket modules, vacuum vessel), monitoring the progress of the Task Agreement, and preparing for the in-cash procurement of the system," explains Anna. "We are working to a tight deadline—our system must be installed and assembled in 2019."