Successful jacketing in Protvino



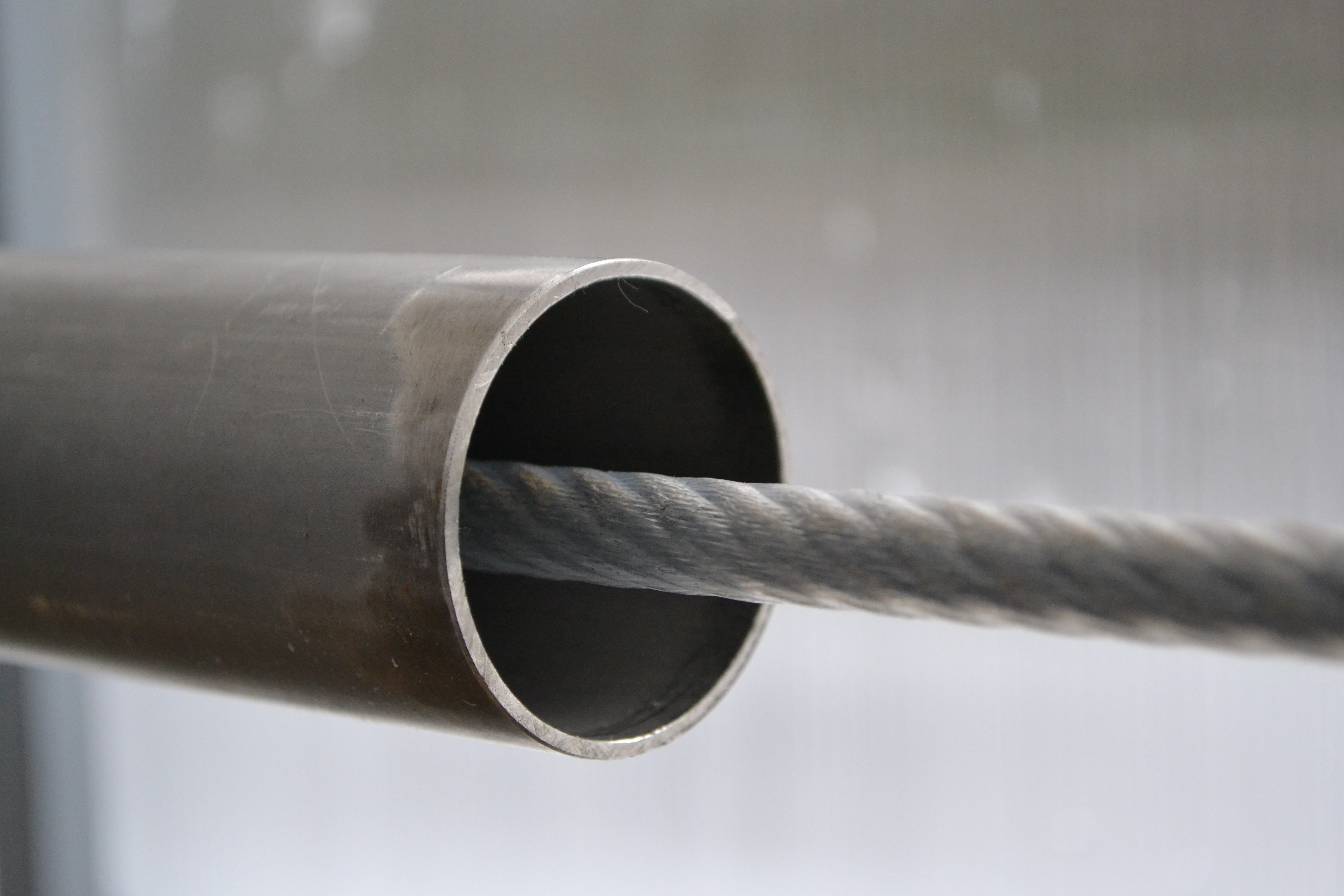
The successful cable pull-through process, which required the most advanced Russian technical know-how, was accomplished with representatives of the Russian Domestic Agency and the ITER Organization present. The jacket itself, reaching nearly one kilometre in length, is composed of more than 70 austenitic steel tubes, butt-welded by gas tungsten-arc welding technology. Each orbital weld was subjected to stringent quality control tests, including X-ray, local helium leak tests, and dye penetrant.


This insertion stage was followed by the compaction and spooling of the conductor (cable plus jacket) on a four-metre-diameter solenoid—a process that will take approximately two weeks. The product will then be transported to the Kurchatov Institute where it will undergo vacuum and hydraulic tests and await shipment to Italy, where the conductor will be wound.
We wish to thank Arnaud Devred, Superconductor Section Leader, for his contribution to this article.