Forging elements of the vacuum vessel
15 Feb 2016

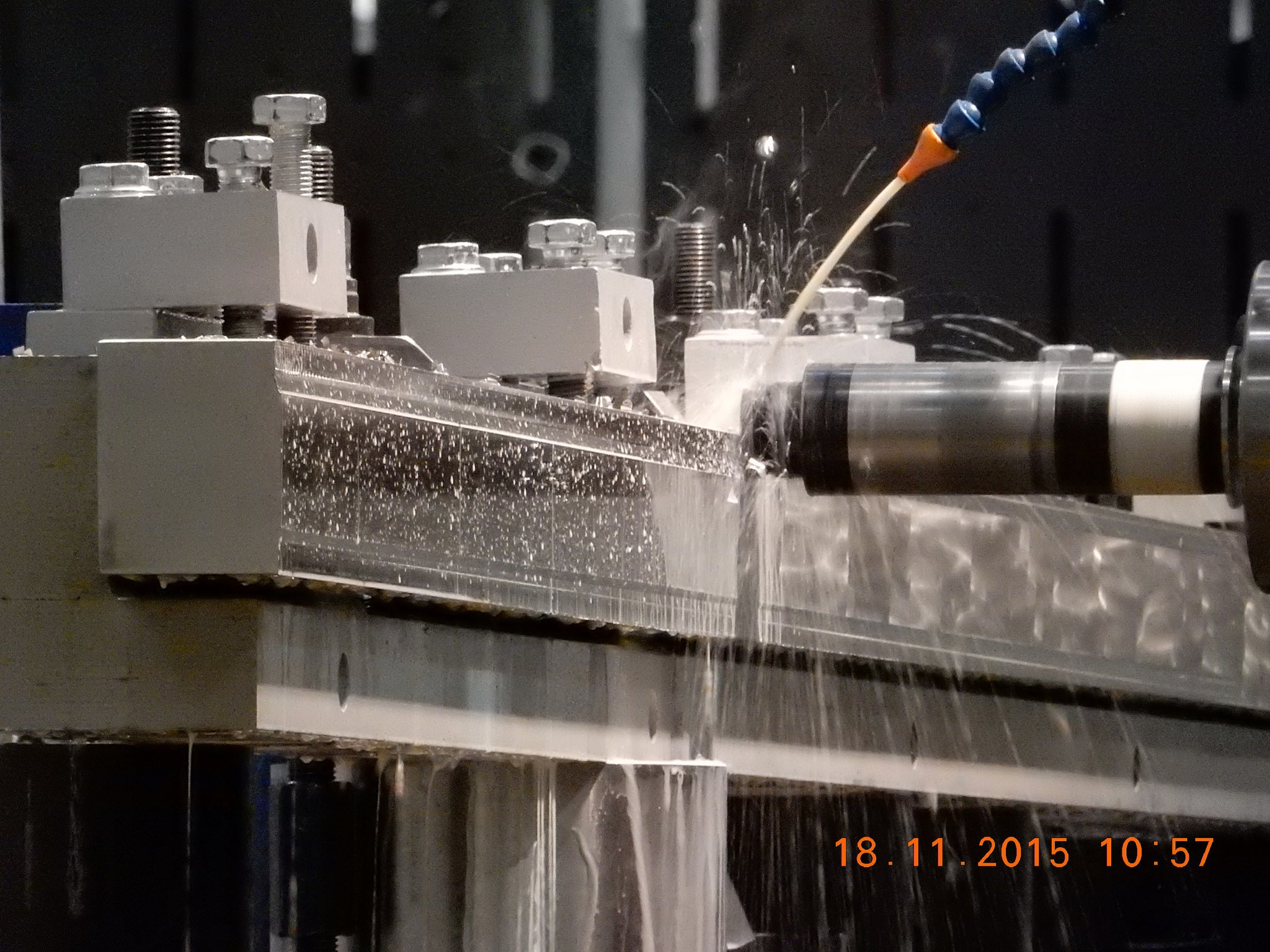
Machining a component of the vacuum vessel at the Mangiarotti plant in Italy. For the first three vacuum vessel sectors alone, over 1,000 steel forgings are on order.
Manufacturing is underway in Europe on over 1,000 steel forgings that will go into the assembly of the European vacuum vessel sectors. Weighing up to 10 metric tons for the heaviest, and varying widely in size and shape, these forgings are required for the first three vacuum vessel sectors under European responsibility.
At subcontractors Rolf Kind GmbH (Germany), Acciaierie Valbruna (Italy) and ThyssenKrupp (Germany), the process begins with mixing pellets of chromium, nickel and steel to make 316 LN, an ITER-grade of stainless steel with low carbon and high nitrogen content. The mixture is heated to temperatures of approximately 1,500 °C and poured into block moulds for cooling. These blocks are in turn heated to 1,000 °C and formed into the required shape using a technique called hot pressing.
The forgings produced by the sub-contractors will be shipped to Mangiarotti S.p.A and Walter Tosto S.p.A for machining.
The AMW consortium (Ansaldo Nucleare S.p.A, Mangiarotti, Walter Tosto) was chosen in 2010 by the European Domestic Agency to manufacture Europe's contribution to the ITER vacuum vessel—that is, seven of the nine sectors (Korea is producing the two others).
When machining is completed, the forgings will be welded together to create the four segments that make up each vacuum vessel sector (around 300 metric tons of forgings per 500-tonne sector).
See the full article on the European Domestic Agency website.