Piece by piece the vacuum vessel takes shape
6 Feb 2017
The AMW consortium (Ansaldo Nucleare S.p.A, Mangiarotti, Walter Tosto) was chosen in 2010 by the European Domestic Agency to manufacture Europe's contribution to the ITER vacuum vessel. The photos below document progress at Walter Tosto, where activities are underway to manufacture the different elements that make up a full vacuum vessel sector.


Many sub-assemblies make up each upper poloidal segment PS2. Pictured, technicians at Walter Tosto position and tack weld flexible housings that will be situated between the double walls of the vacuum vessel. The next step is electron beam welding.
The ITER vacuum vessel will be twice as big and sixteen times as heavy as the largest tokamak in operation today. Its double-wall structure is designed to provide a high quality vacuum for the plasma as well as the first confinement barrier for tritium, forming an important part of safety of the ITER device.
The complex doughnut-shape container is formed from nine sectors that are welded together. Four segments go into the manufacturing of a sector (inboard, upper, equatorial and lower).

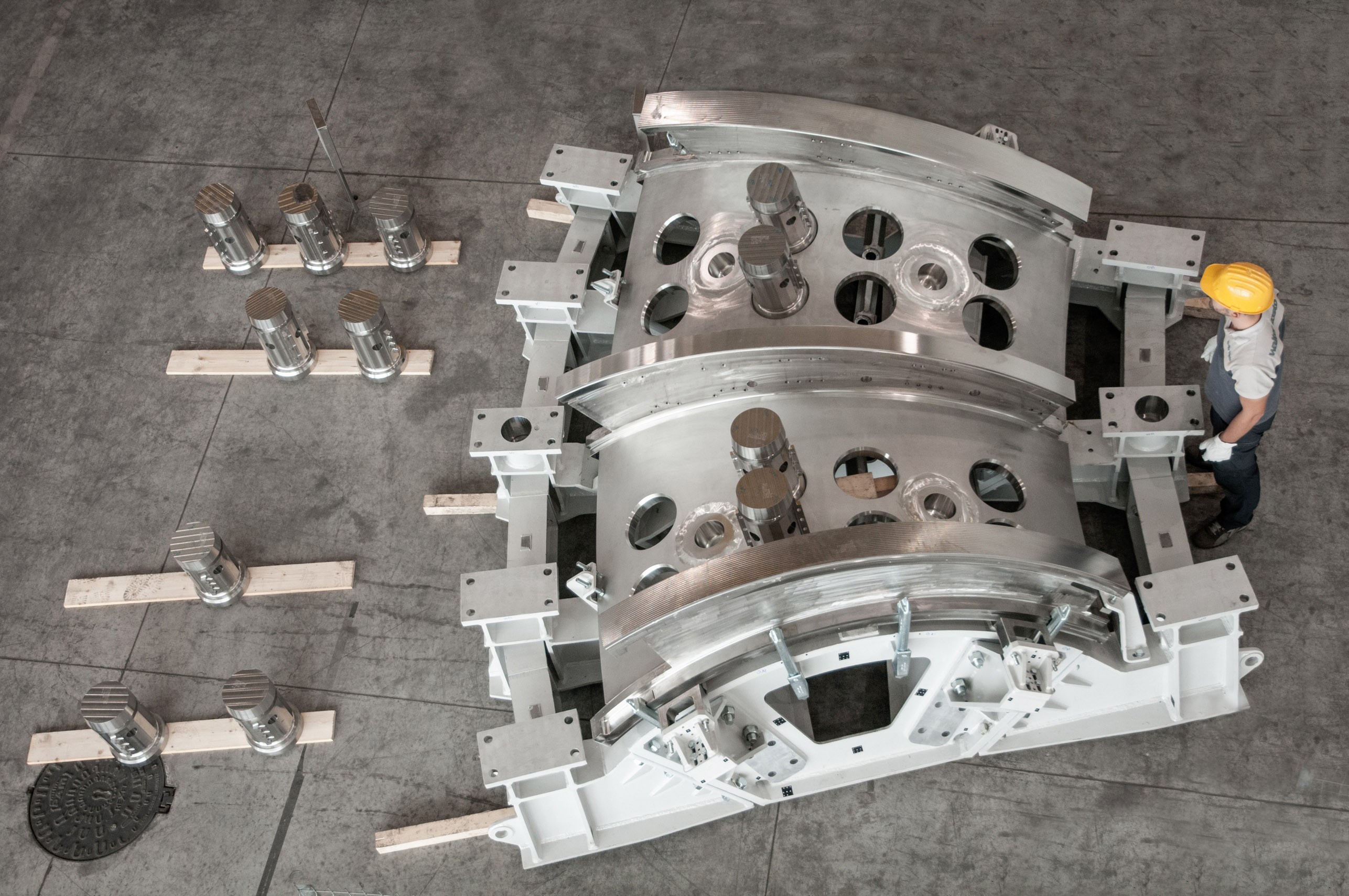
Seen from above, one sub-assembly for upper poloidal segment PS2 under fit-up last autumn. The sub-assembly is made of 2 inner shells, 60-millimetre formed plates, 3 poloidal ribs, 16 flexible housings and 4 inter-modular keys. Now, the sub-assembly has been fully welded and the repair of some localized defects is ending.
Technicians at Walter Tosto are carrying out the cold and hot press forming activities for all the segments of the AMW consortium and the full manufacturing of two of the segments—the upper (PS2) and equatorial (PS3) poloidal segments. Each of these in turn is formed from several sub-segments.
When completed, each vacuum vessel sector will be 13 metres high, 6.5 metres wide, 35-85 thick (double wall) and weigh about 450 tonnes.
When completed, each vacuum vessel sector will be 13 metres high, 6.5 metres wide, 35-85 thick (double wall) and weigh about 450 tonnes.
For more about the ITER vacuum vessel, click here.