Ring magnets
Heaviest and first to go
16 Oct 2017
The heaviest of ITER's ring magnets, poloidal field coil #6 (PF6), is taking shape at the Chinese Institute of Plasma Physics ASIPP under the terms of an agreement signed with the procuring party, Europe. Three of the nine spiralled coils of conductor ("double pancakes") required for the final assembly have been wound and one is in the final stages of vacuum impregnation. Nearly 80 people are involved with fabrication.

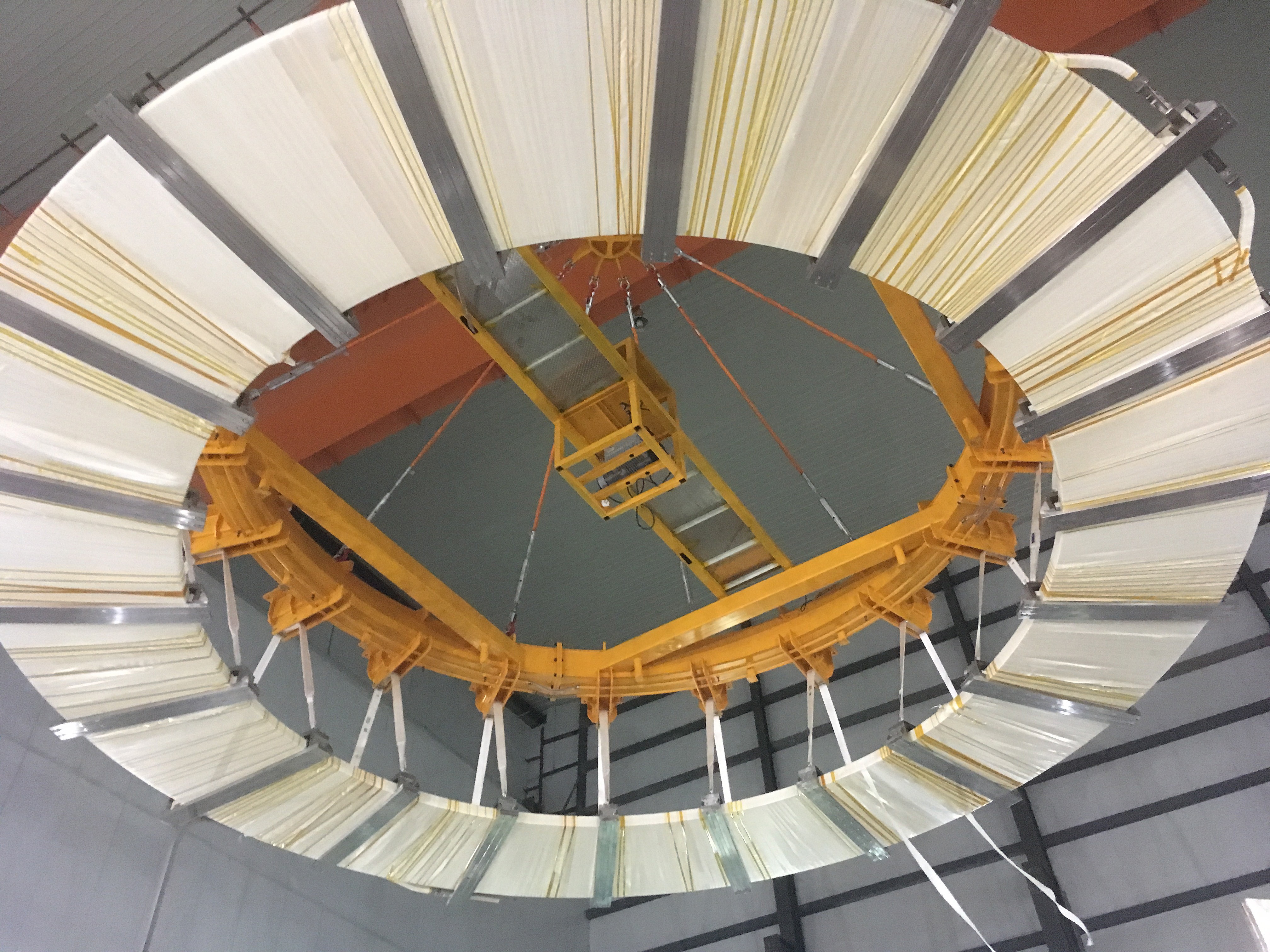
This double pancake is on its way to the next process station: impregnation. During vacuum pressure impregnation, epoxy resin is carefully injected and then cured to solidify.
PF6, built from nine stacked double pancakes and finished off with clamps and a protective cover, will weigh 396 tonnes—11 tonnes more than the second-heaviest coil in the poloidal field series (#3). It is the only one made from nine double pancakes stacked; (the others require from six to eight).
Situated at the very bottom of the machine, PF6 is also the first poloidal field coil required in the ITER in-pit assembly sequence.
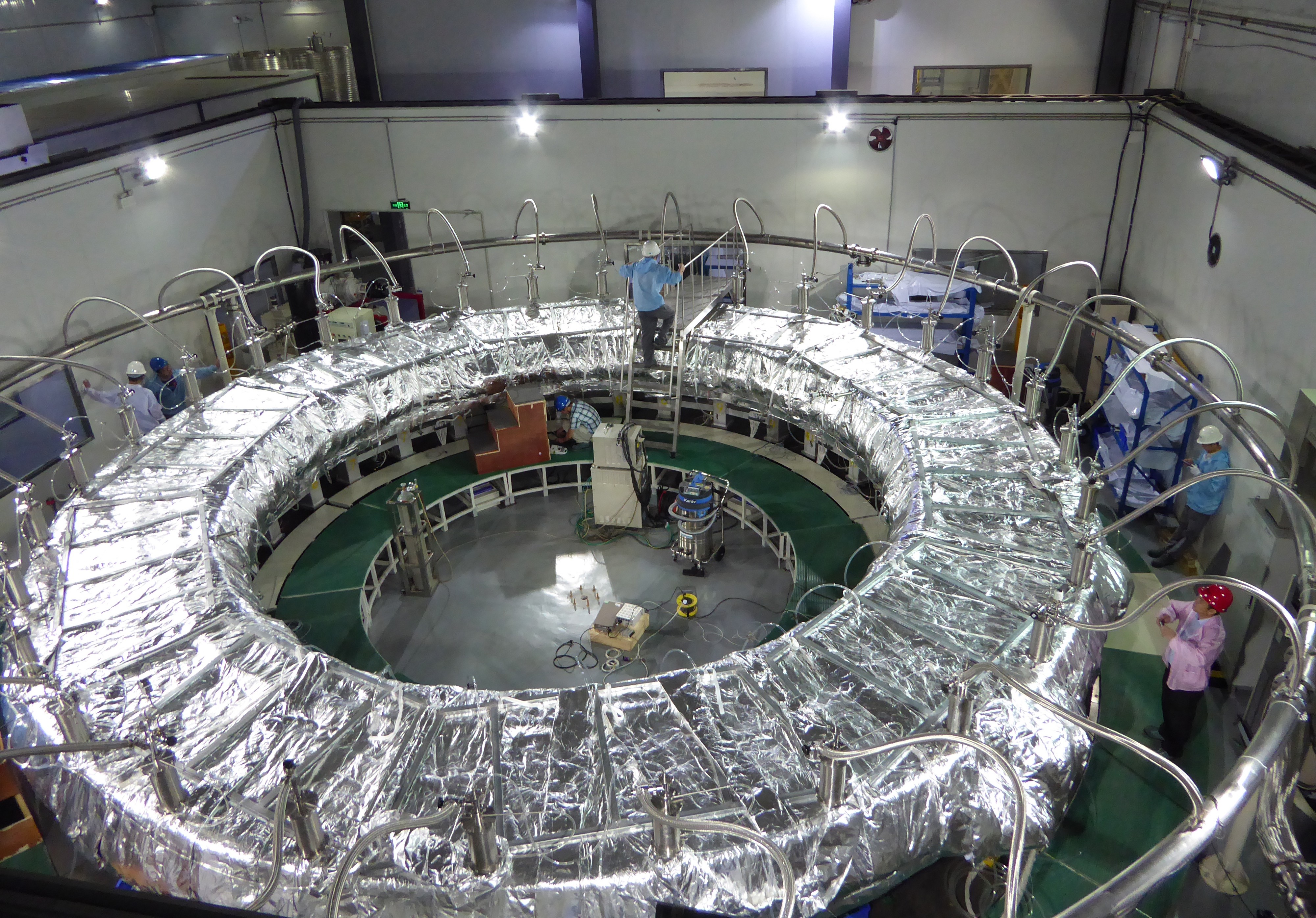
Fabrication activities are proceeding strongly at the ASIPP facility in Hefei, where niobium titanium superconductor produced in Europe is precisely wound into a double-layer "pancake" and insulated; "terminations" are created for the input of helium and for electrical current; and impregnation with epoxy resin is carried out.


An ASIPP technician is working to create a "termination"—an opening through which the coil coolant (liquid helium) can be injected into the coil. The termination joints have been completed on two double pancakes for helium and current.
At the end of the multi-stage fabrication process, the hardened double pancakes—nine in all—will be stacked to form the final PF#6 assembly and impregnated once again as a whole.
This final impregnation stage will be practised on a qualification mockup before the actual component is handled, a process that allows the tooling and methodologies to be tested.

By carrying out all the steps in the process on mockups first, tooling and techniques are confirmed before the work is carried out on actual components. Pictured: the vacuum impregnation of a "dummy" double pancake winding at ASIPP.
The European Domestic Agency is responsible for procuring five of ITER's six poloidal field magnets. Work on poloidal field coils #2-5 is underway now in a European facility on the ITER site.
See the report published last week on the European Domestic Agency's website.