Pre-compression rings
Six of nine completed
3 Feb 2020
The European Domestic Agency is responsible for the fabrication of nine pre-compression rings (three top, three bottom and three spare). The first five have been successfully tested and delivered.
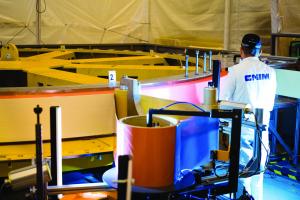
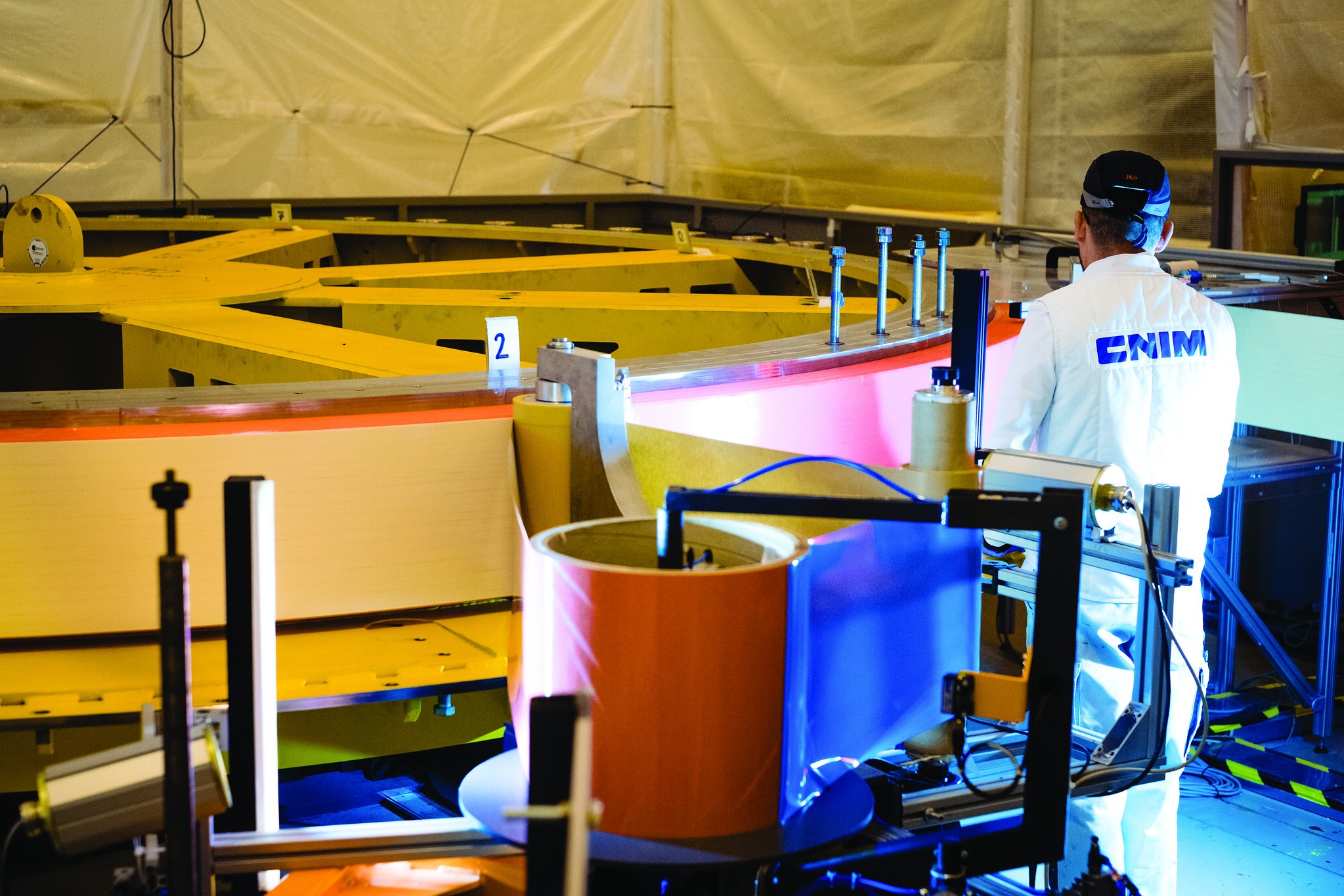
The pre-compression ring winding table at CNIM (Toulon, France). Six of these composite rings have been manufactured, and five have been delivered to ITER.
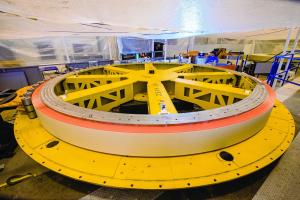
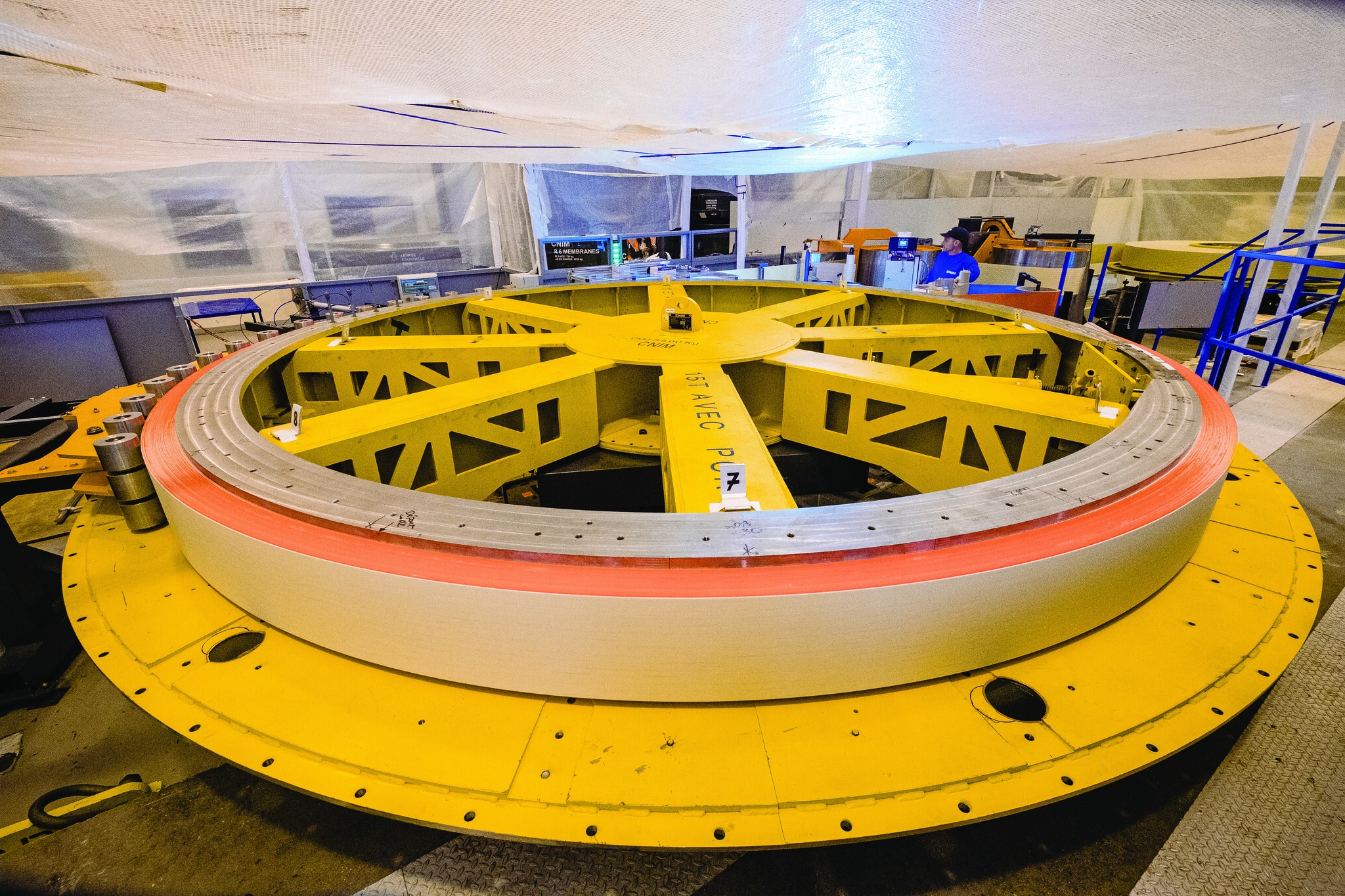
At the top and bottom of the ITER machine, where the tapered ends of the toroidal field coil structures meet, large composite rings will be installed to help the coils resist electromagnetic forces during operation. These "pre-compression rings" will absorb any deformation or fatigue experienced during operation by the coils.
Weighing roughly 3 tonnes each, with an inner diameter of 5 metres, the rings are among the largest and most highly stressed composite structures to be designed for a cryogenic environment.
It takes a team! The fiberglass laminate used for the pre-compression rings is produced by Exel Composities in Finland, and wound and tested by the team at CNIM in Toulon, France. The test facility/tooling were procured by the ITER Organization through a contract with CNIM/Douce Hydro, based on a conceptual design by the European Domestic Agency.
The first manufacturing steps take place at Exel Composites (Finland), where the fiberglass laminate used for the pre-compression rings is produced. The material is then delivered on spools (in lengths of 2.8 km) to CNIM in Toulon, France, where the team winds it along a helical circular trajectory and applies bonding tape between layers. Next comes curing at 65 °C, final machining and finally testing. The full process—now at maximum efficiency—takes a total of two months.
With six out of the nine rings manufactured, and five fully tested and delivered, the European Domestic Agency and its contractors are approaching the end of the multiyear project. The objective is to deliver the full set of pre-compression rings by mid-2020.
Read the full report on the Fusion for Energy website.