Last stages of assembly for behemoth tool
Among the dozens of specially designed tools that will have a role to play in positioning and assembling ITER's giant machine components, two stand—literally—a head and shoulders above the others. As tall as a seven-storey building, made of hundreds of tonnes of steel, the sector sub-assembly tools will support charges of up to 1,200 tonnes during out-of-pit pre-assembly activities for the ITER vacuum vessel sectors. With factory assembly nearly finalized, Korea expects to deliver the first tool to the ITER site in June.


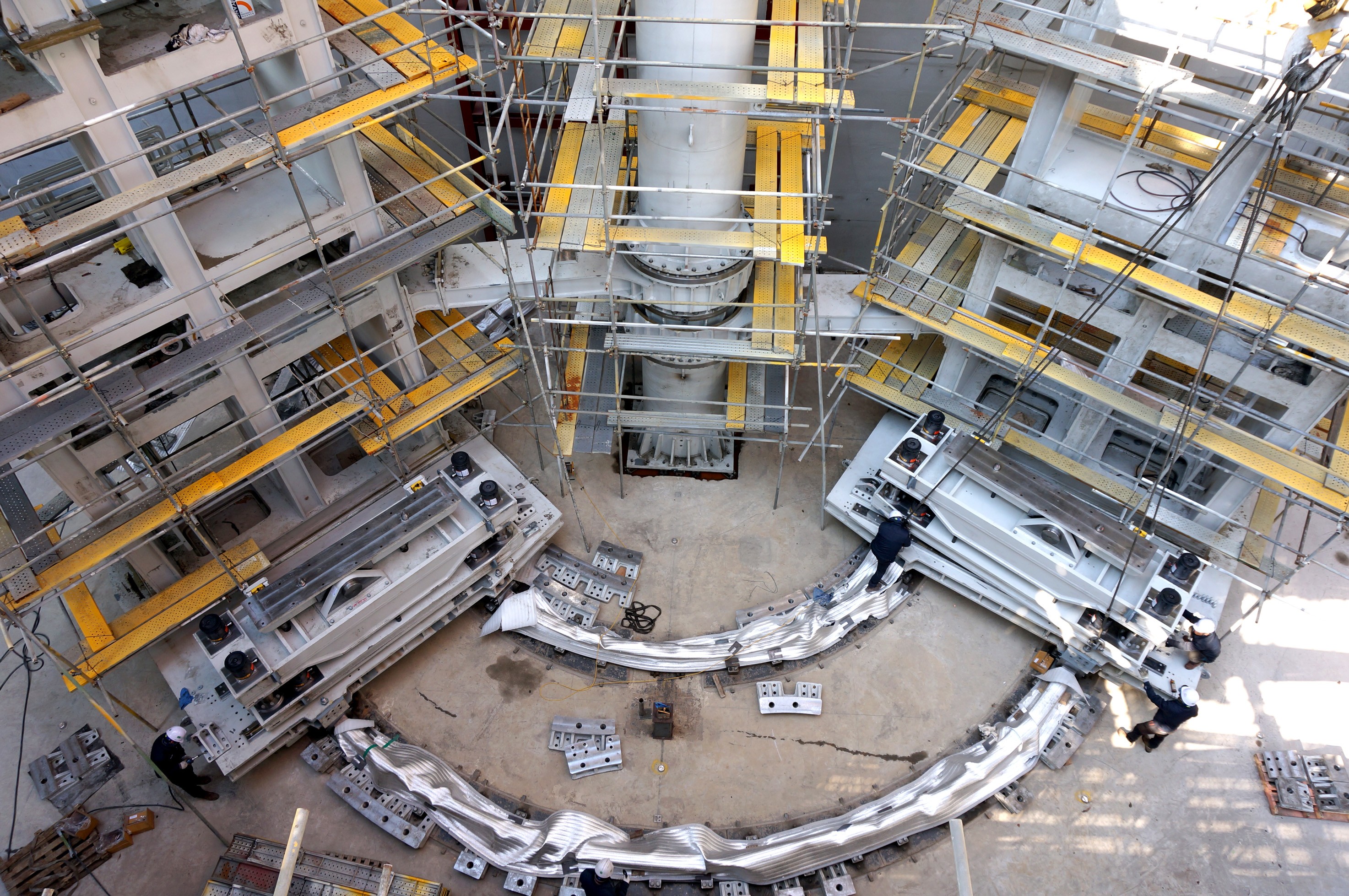
At Taekyung Heavy Industries (THI) in Changwon, South Korea, a special assembly area has been created for ITER's largest custom-designed tool. The base elements are nearly out of sight, installed in a pit dug eight metres into the ground. The towering columns are surrounded by scaffolding. Nearby, a sliding warehouse structure stands ready to protect the work zone in the case of inclement weather.

ITER's plasma chamber, or vacuum vessel, will be formed from nine wedge-shaped steel sectors that measure over 14 metres in height and weigh 440 tonnes. Each one will be shipped from manufacturing facilities in Europe and Korea on horizontal transport frames. Once delivered to the ITER Assembly Hall—and following vacuum tests and the installation of magnetic diagnostics—the 40° sectors will be moved to a vertical position, or "upended" in ITER parlance.


Today, the assembly of the structure of the first tool has progressed to 70 percent, the actuator system has been delivered for installation, and factory acceptance tests are planned to verify that the tool performs the required movements without jamming or malfunction and that the required alignment can be reached.