Au cœur des préparatifs pour une opération très délicate

Quant au secteur 8, il se trouvait dans le portique SSAT-2, où les opérations d'assemblage avaient à peine commencé. Le 2 mai, l'élément de 440 tonnes a été retiré du portique et arrimé, toujours en position verticale, au berceau de basculement qui, avec quelques adaptations, sera utilisé pour le faire passer en position horizontale. « Pour extraire un élément, il ne suffit pas d'inverser la séquence d'insertion... et les choses se sont révélées un peu plus complexes que prévu , souligne Bruno Levesy, le responsable du chantier d'assemblage de la machine.
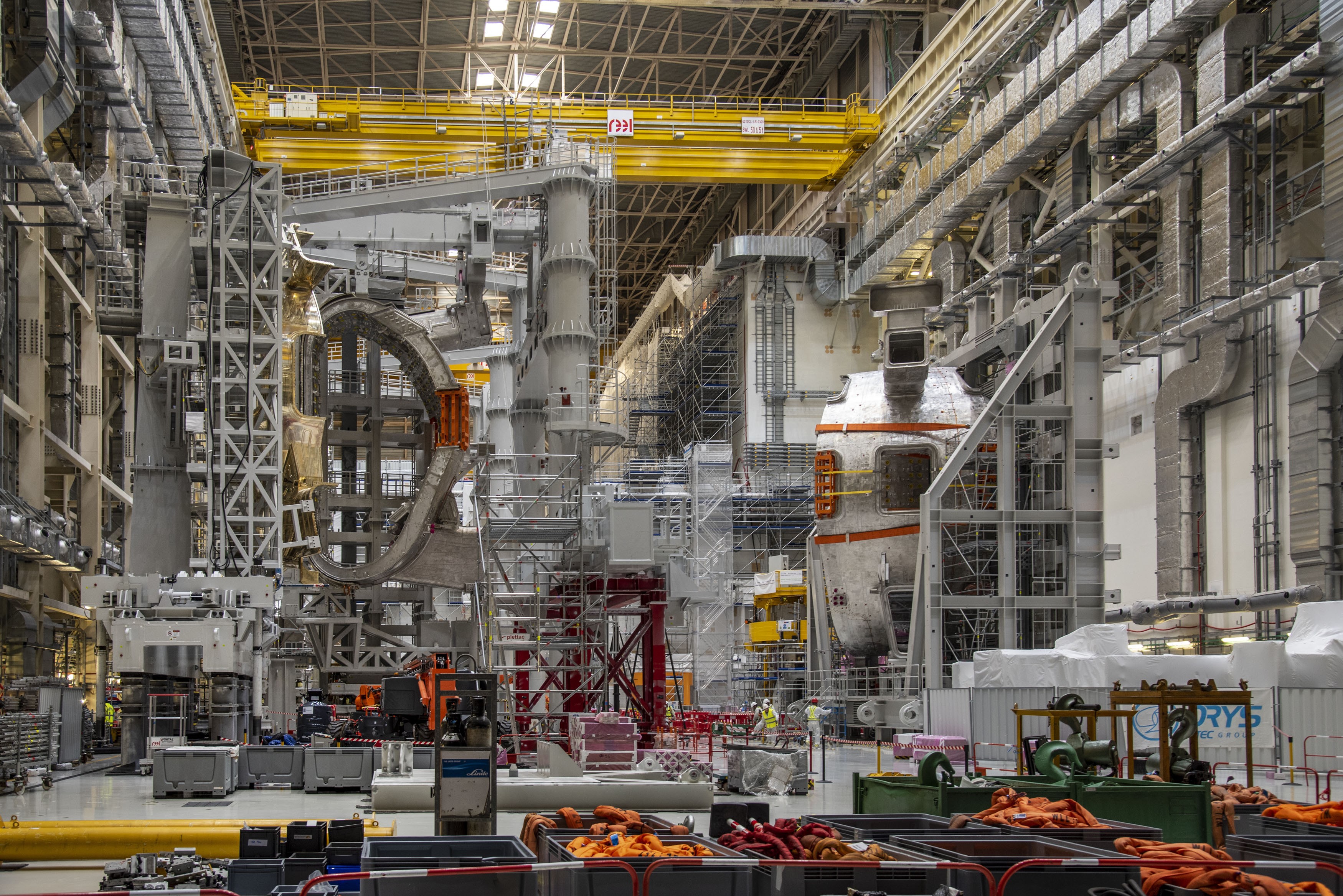
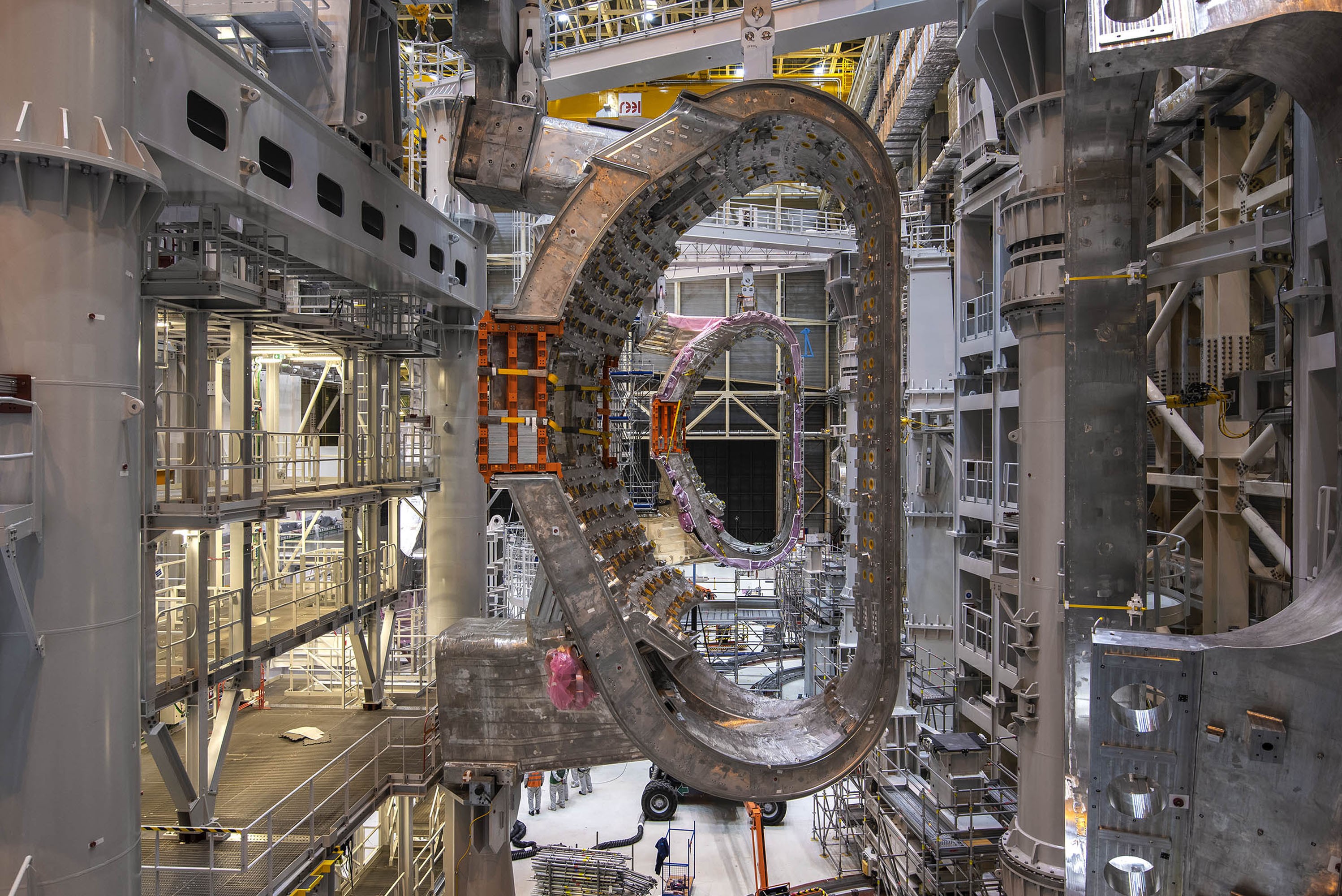
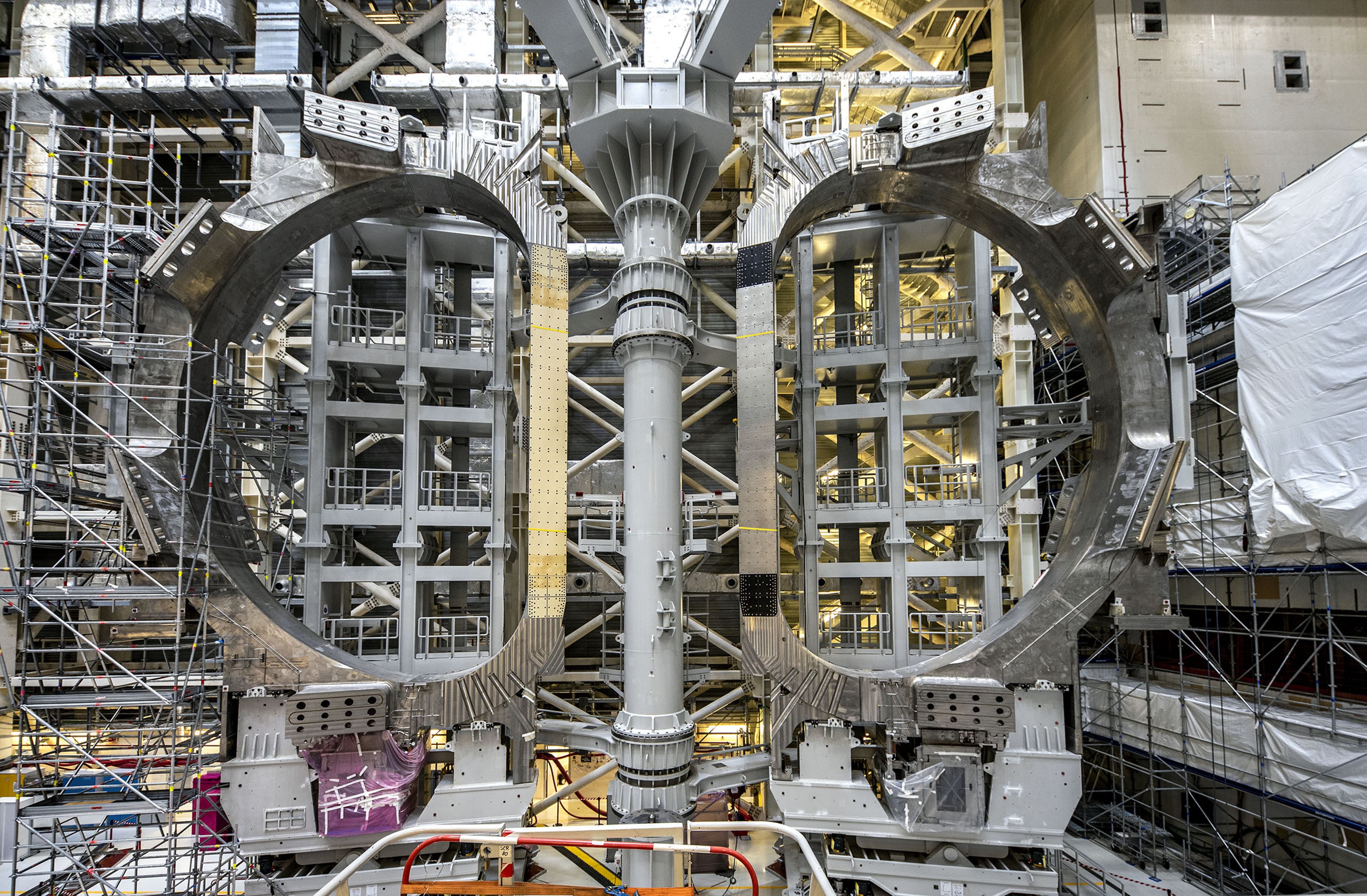
La vue à l'intérieur du Hall d'assemblage nous permet de comprendre la séquence des opérations à venir. Sur la gauche (face au puits d'assemblage du tokamak), le secteur 7 est en place dans le portique SSAT-1, prêt pour les réparations. Sur la droite, le secteur 8 est solidement arrimé au berceau de basculement qui le fera passer de la verticale à l'horizontale en vue de son transport vers l'Atelier cryostat. Plus proche du mur qui sépare le Hall du puits d'assemblage du tokamak, le portique SSAT-2 tient dans ses ailes les bobines TF9 et TF8, une occasion unique, et éphémère, de voir les deux bobines de champ toroïdal côte à côte et de prendre la mesure de leur dimension hors du commun.

La réparation des non-conformités de la chambre à vide se fera en deux étapes. Dans un premier temps, un apport métallique sera déposé au niveau des zones qui se sont rétractées au-delà des tolérances au cours du processus de fabrication puis, dans un deuxième temps, les surfaces seront usinées aux dimensions requises. Dans le cas des secteurs 6 et 7, le dépôt par soudure sera réalisé manuellement. Pour le secteur 8, dont les non-conformités sont plus importantes, la procédure sera partiellement automatisée.
« L'un des principaux défis sera de maintenir la propreté des surfaces internes des éléments, sur lesquelles certains équipements ont déjà été installés, mais aussi de l'environnement de travail, où d'autres activités se dérouleront en parallèle », explique Bruno Levesy. Des « enclos » équipés de leurs propres systèmes de conditionnement d'air (HVAC) et de filtration seront installés afin d'éviter toute dispersion des particules de métal ou de poussière pendant les réparations. Les opérations réalisées dans l'Atelier cryostat seront plus faciles à gérer car l'espace disponible y est beaucoup plus vaste.

La procédure d'appel d'offres pour la réparation de l'écran thermique est également entrée dans sa phase finale. En parallèle, un « pré-examen final de conception » est en cours afin de valider la nouvelle « nuance » d'acier qui sera utilisée pour les tubulures, ainsi que la technique de soudage choisie. Cet examen permettra également d'évaluer les performances de l'acier poli par comparaison avec le placage argent pour les panneaux d'écran thermique qui devront être re-fabriqués. « Nous voulons optimiser la procédure de réparation. À ce jour, nous ne savons pas combien de nouveaux panneaux devront être re-fabriqués. Cela dépendra de la qualité des réparations, que nous examinerons avec soin lorsque l'entreprise sélectionnée nous retournera les deux premiers lots. »
La réparation, lourde et délicate, des trois secteurs de chambre à vide affectés et le remplacement des 23 kilomètres de tubulures du circuit de refroidissement des écrans thermiques débuteront bientôt. Comme l'explique Pietro Barabaschi, le directeur général d'ITER, les conséquences de ces réparations sur le calendrier et les coûts du programme « seront loin d'être négligeables » mais cette situation survient « à un moment où nous pouvons lui apporter une solution. »