Magnets
Last steps for poloidal field coil #5
20 Apr 2020
In a spacious manufacturing facility on site, Europe's first production poloidal field coil has been transferred to the final assembly station. Contractors used a 400-tonne gantry crane to lift the coil on 11 April.
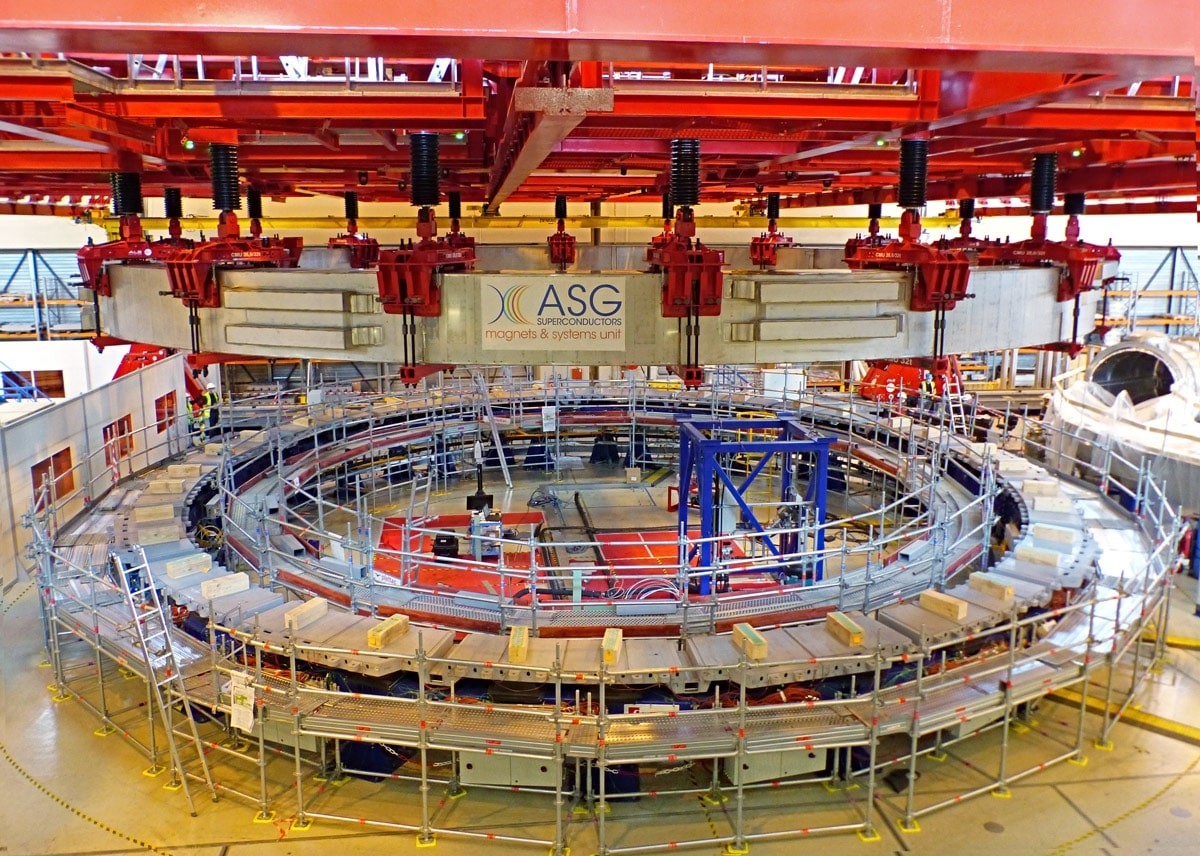
The 280-tonne winding pack for poloidal field coil #5 (PF5) is lifted from the impregnation station and transferred to the final assembly station in an all-day operation. Special clamps and lifting accessories were developed so that the coil could be handled with the utmost of care.
From the start of coil winding activities in September 2017, to the resin impregnation of the fully formed coil last month, the realization of poloidal field coil #5 (PF5) has been a meticulous, stage-by-stage process. It is now just one step from completion, as the coil has been moved to the final workstation for cleaning, testing (dimensional and electrical), covering and clamping.
Nearly 12 kilometres of niobium-titanium (NbTi) conductor have gone into the winding of PF5, which is formed from eight individually impregnated double pancakes. The pancakes were stacked, joined electrically, and wrapped in ground insulation (glass/kapton tape) in preparation for vacuum pressure impregnation—a process that confers rigidity to the final winding pack and insulates the coil electrically.


European contractors are removing the impregnation mould from poloidal field coil #5. A thin stainless steel cover remains that will be removed in order to check the quality of the work performed.
Impregnation took place in March. First, all air was pumped out of the mould that had been built around the winding pack. Then the mould was heated (90 °C for 96 hours) to dry the coil insulation and then cooled (to 50 °C). Over a period of 60 hours, approximately 3,000 litres of resin were injected under pressure, and the resin was allowed to "gel." Finally, the resin was "cured" for 60 hours.
On 11 April, the 280-tonne PF5 winding pack was gently lifted by gantry crane and transferred to the last production station of the facility—final assembly. After the mould is removed and final covers and clamps are attached, the final weight of the coil will be 342 tonnes.


The lifting operation was also the occasion to carry out the annual certification exercise on the gantry crane in the Poloidal Field Coils Winding Facility—a 30-metre-in-diameter steel structure supported by four hydraulic towers traveling on rails. Partners in the successful exercise are the ASG manufacturing consortium, MAMMOET (formerly ALE, for the crane), Bureau Veritas (regulatory control), and procuring Domestic Agency Fusion for Energy (Europe).
Read a full report on the Fusion for Energy website.