Korea completes first vacuum vessel sector
Just over a decade ago, the ITER Organization completed the build-to-print design of the ITER vacuum vessel—a 5,000-tonne steel chamber that would house the world's first reactor-scale fusion plasma. This month, engineering design became reality, as the first 40-degree sector came off the production line in Korea.


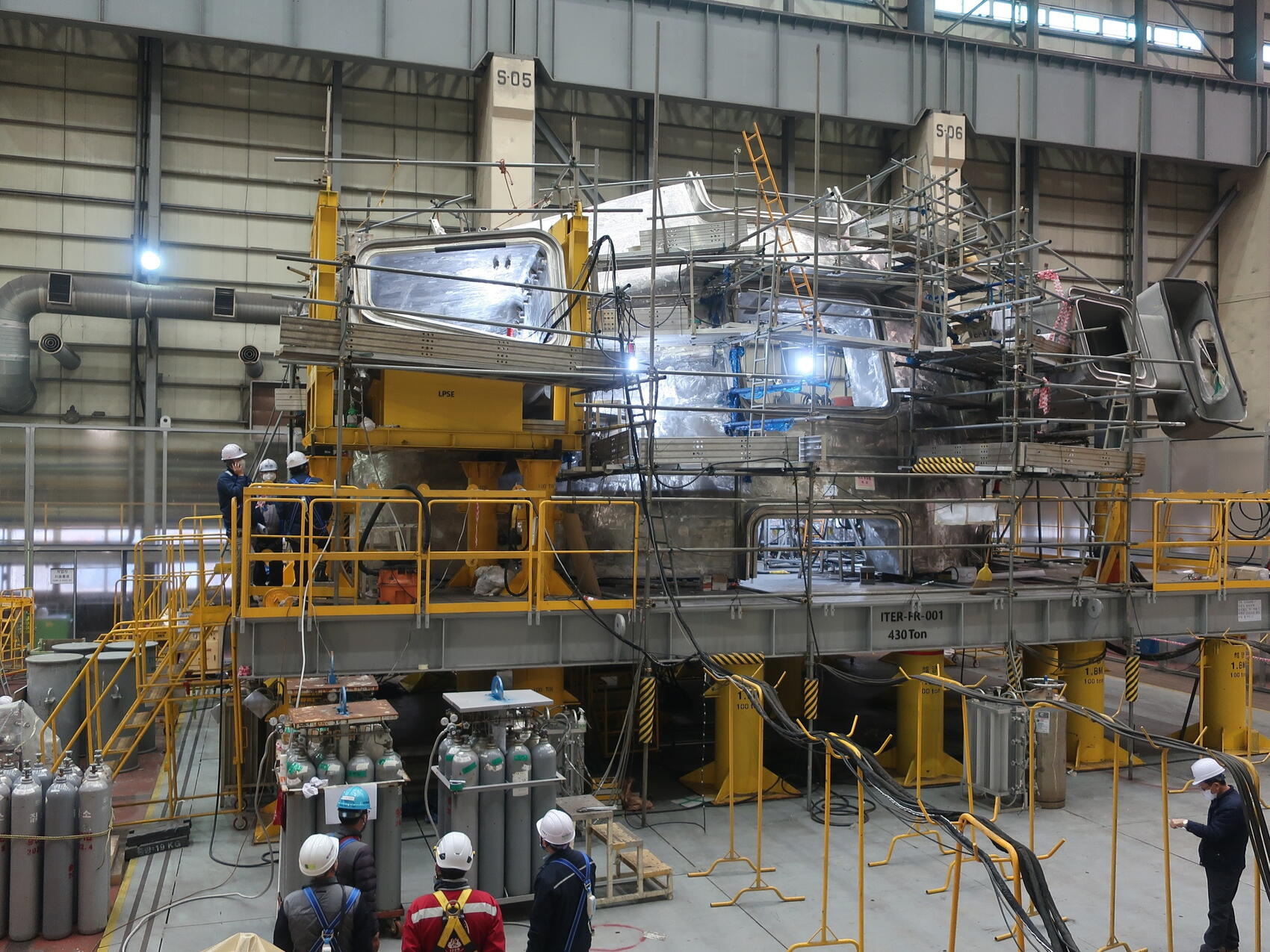
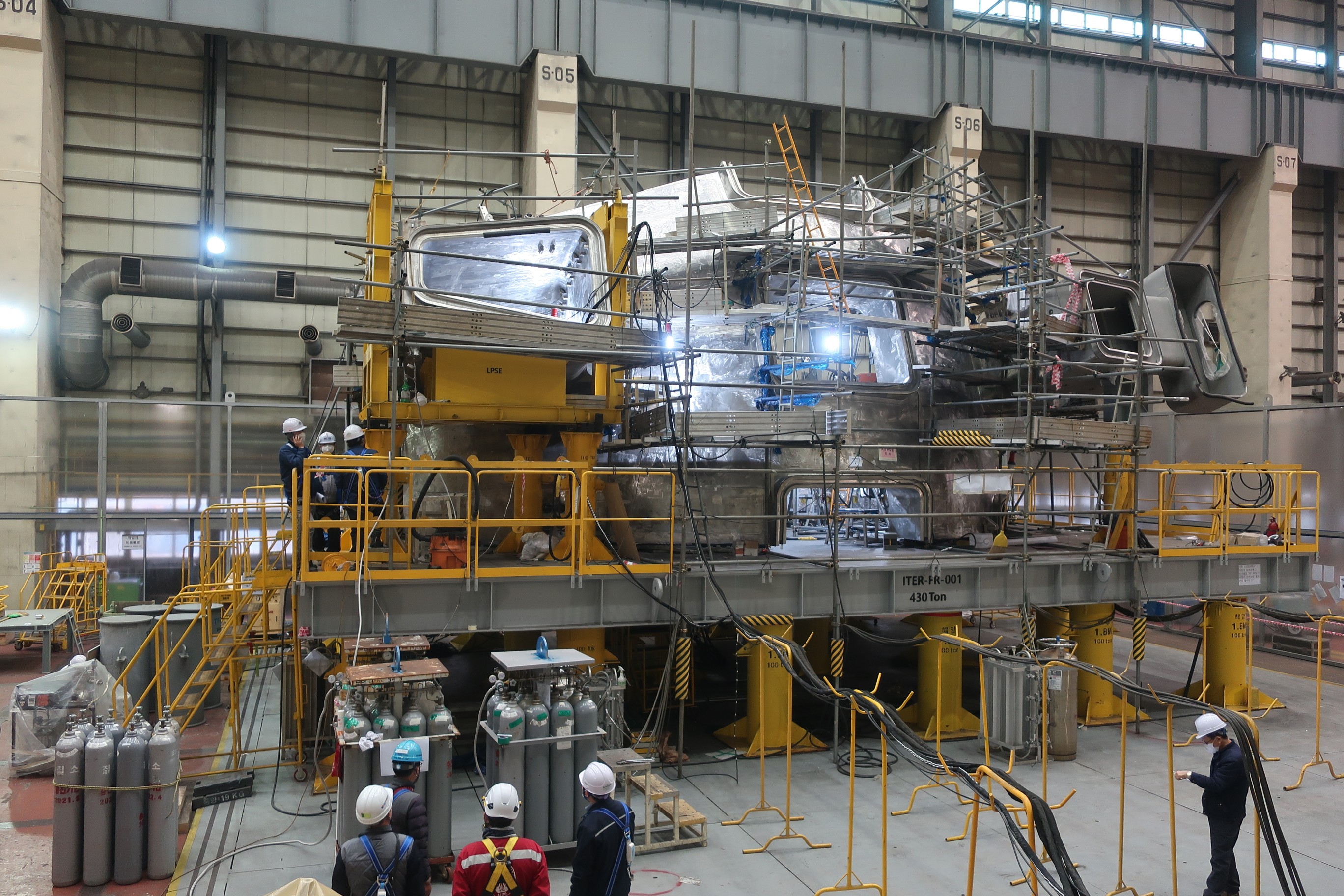
In a series of factory acceptance tests carried out in March and early April, including the critical pneumatic pressure and helium leak tests¹, manufacturer Hyundai Heavy Industries and procuring Domestic Agency ITER Korea were able to demonstrate that vacuum vessel sector #6 fully met all ITER Organization technical specifications. The 440-tonne sector will now be packed for shipment.


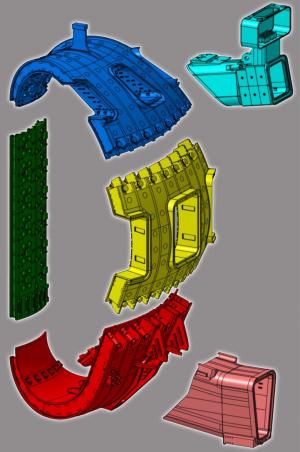
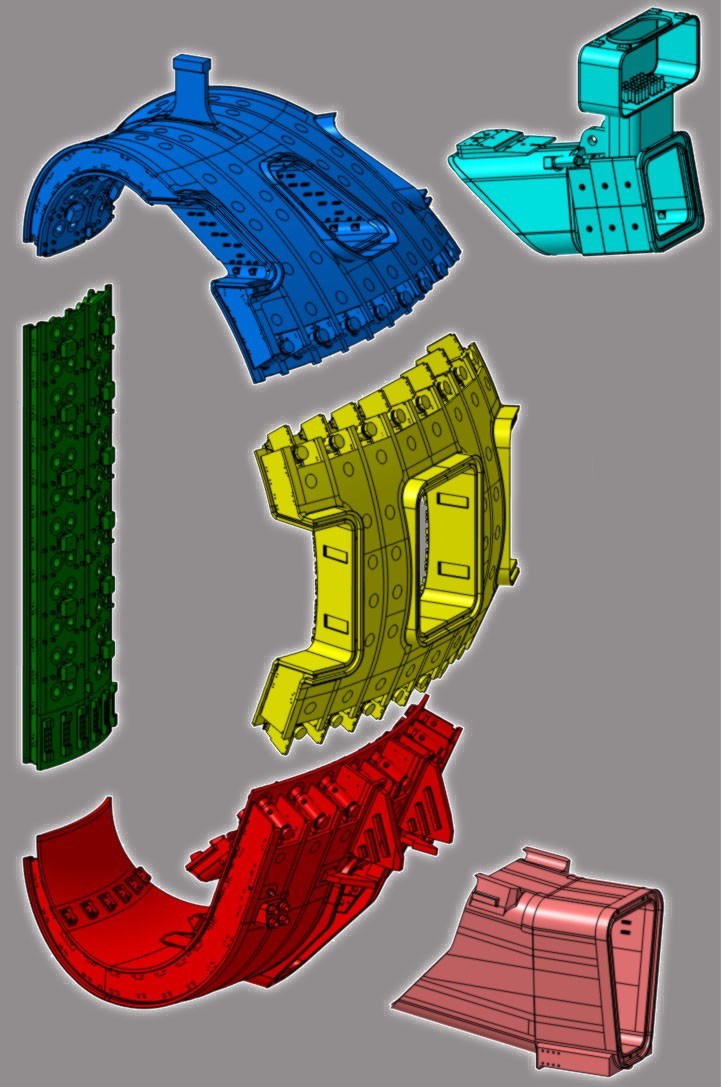
Beginning eight years ago, the teams began producing the first of four poloidal segments. Although different in design (see graph), each segment required the same step-by-step fabrication route: contractors formed and welded the inner shell, attached inner ribs and support housings, installed in-wall shielding blocks, and—in the final activity to complete the segments—fitted and welded the outer shell. (See gallery below for more detail.) By September 2019, the segments were ready to be assembled into the final D-shaped sector, and upper and lower port stub extensions (procured by Russia and Korea respectively) could be attached through splice plates.
"Through all of these activities, the main point is that we pioneered traceability, recording all activities prior, during and post manufacturing with approved formats of documents," affirms Chang Ho Choi, who leads the Vacuum Vessel Project Team. "This is important because vacuum vessel procurement involves four ITER Members, and that final assembly will be carried out by ITER Organization contractors on site. Proper documentation, therefore, will make everyone's job easier. Our collaboration is very well established at this point, after 53 monthly meetings over the years and 10 on-site meetings that included a lot of knowledge sharing and visits to manufacturing facilities. This gives us confidence as we head toward the most important moment of all: machine assembly."
² The Vacuum Vessel Project Team reunites staff from the European, Korean, Indian and Russian Domestic Agencies with staff from the ITER Organization in regular meetings to improve the overall efficiency of vacuum vessel procurement execution.
³ An Agreed Notified Body (ANB) is authorized by the French Nuclear Regulator ASN to assess the conformity of components in the pressure equipment category (ESPN).