First sector safely docked
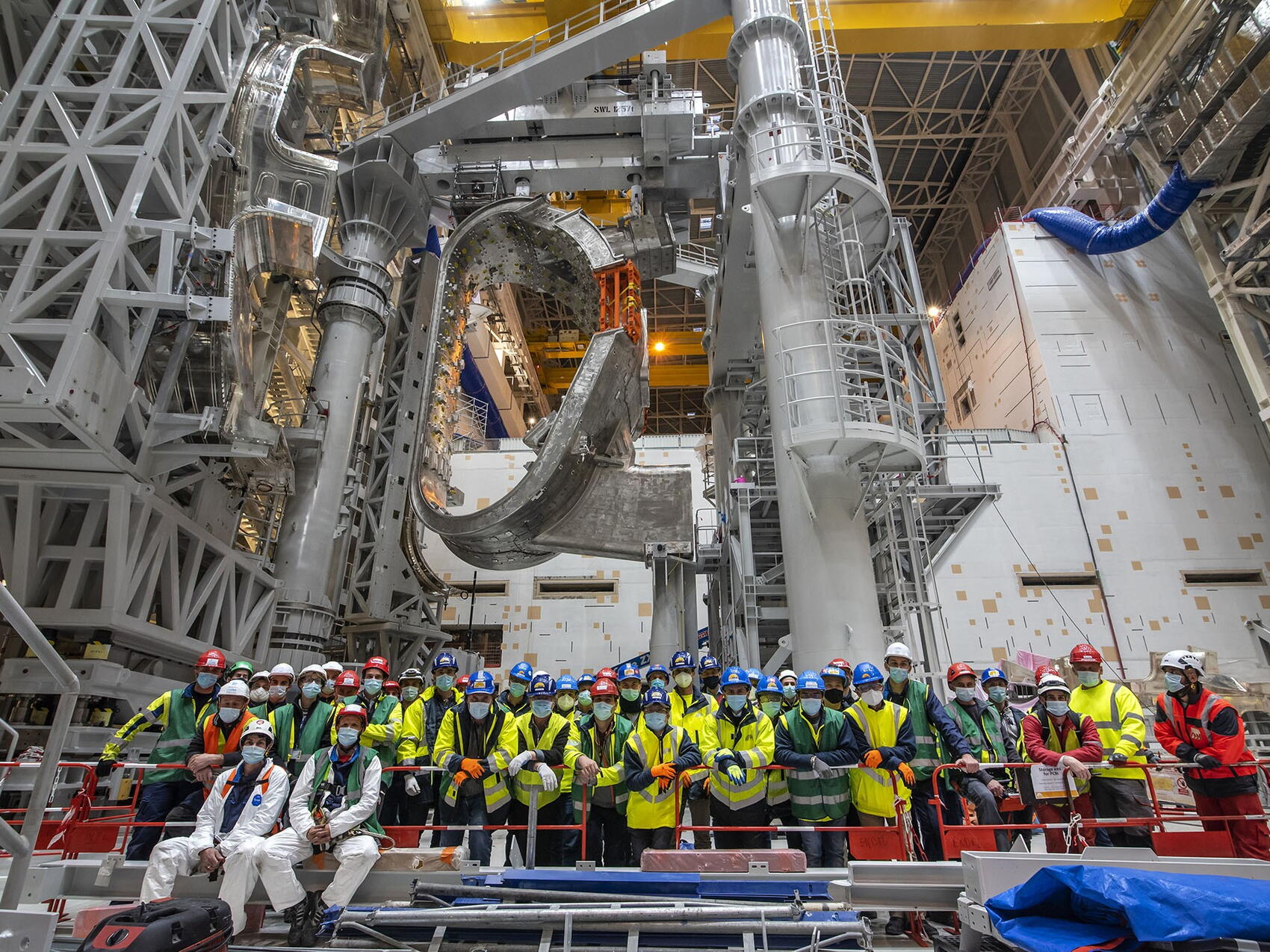
It was 8:00 p.m. on Tuesday 6 April and something quite unusual happened in the ITER Assembly Hall: applause spontaneously erupted from the teams that had been at work since early afternoon. Specialists do not usually clap for their own accomplishments but this was a unique circumstance: the lifting of the 440-tonne vacuum vessel sector and its positioning in the sector sub-assembly tool was a masterpiece of coordination and precision. Concluding five hours of tension, the applause was both an expression of relief and a tribute to the teams' competence.


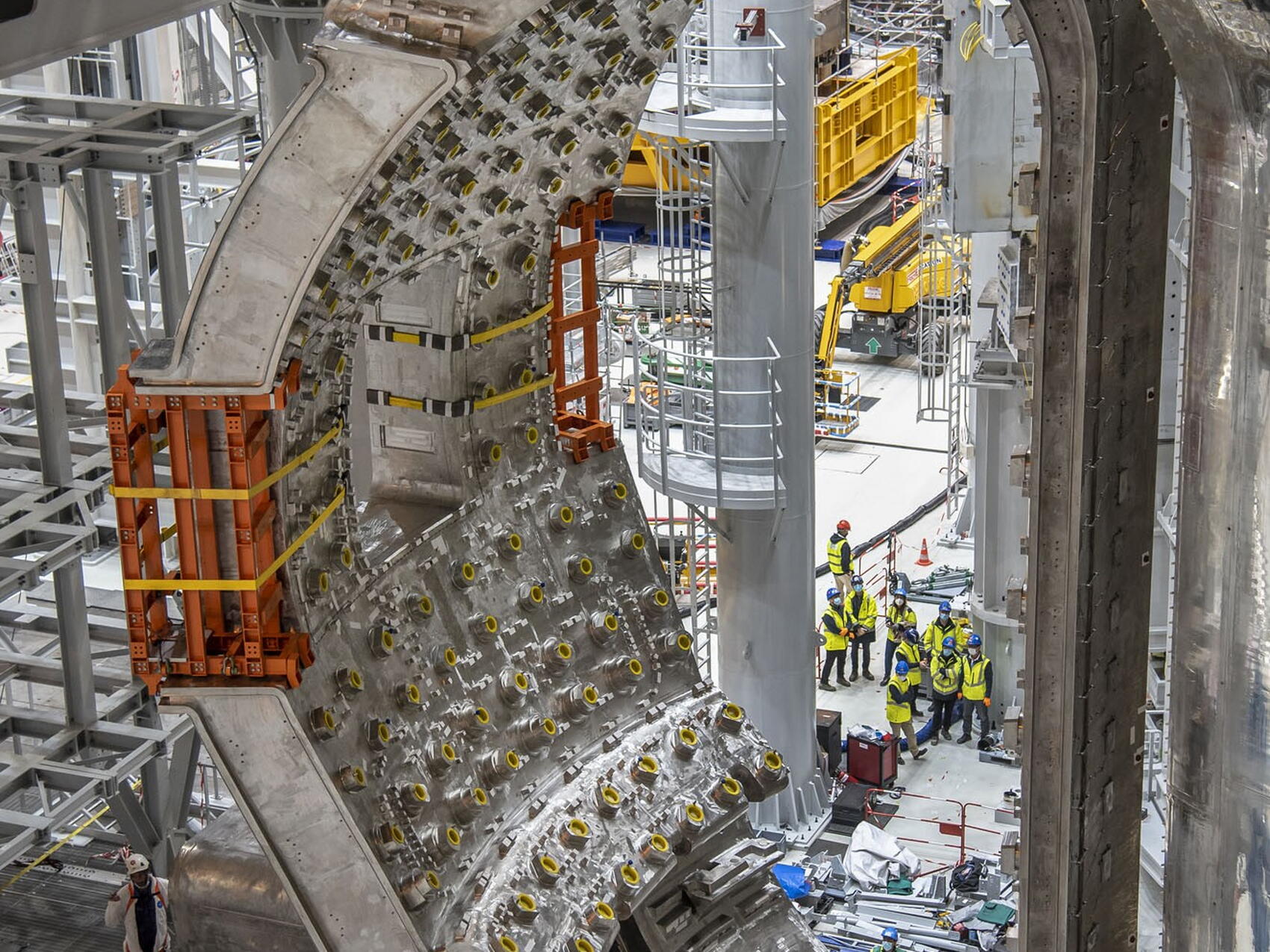
This was the culmination of an eight-month preparatory campaign since the arrival of sector #6 at ITER. Following site acceptances tests (including a leak test in September), months were spent fully instrumenting the component, first by welding bosses and other attachments onto its outer shell, then by welding magnetic sensors and other instrumentation onto the bosses.
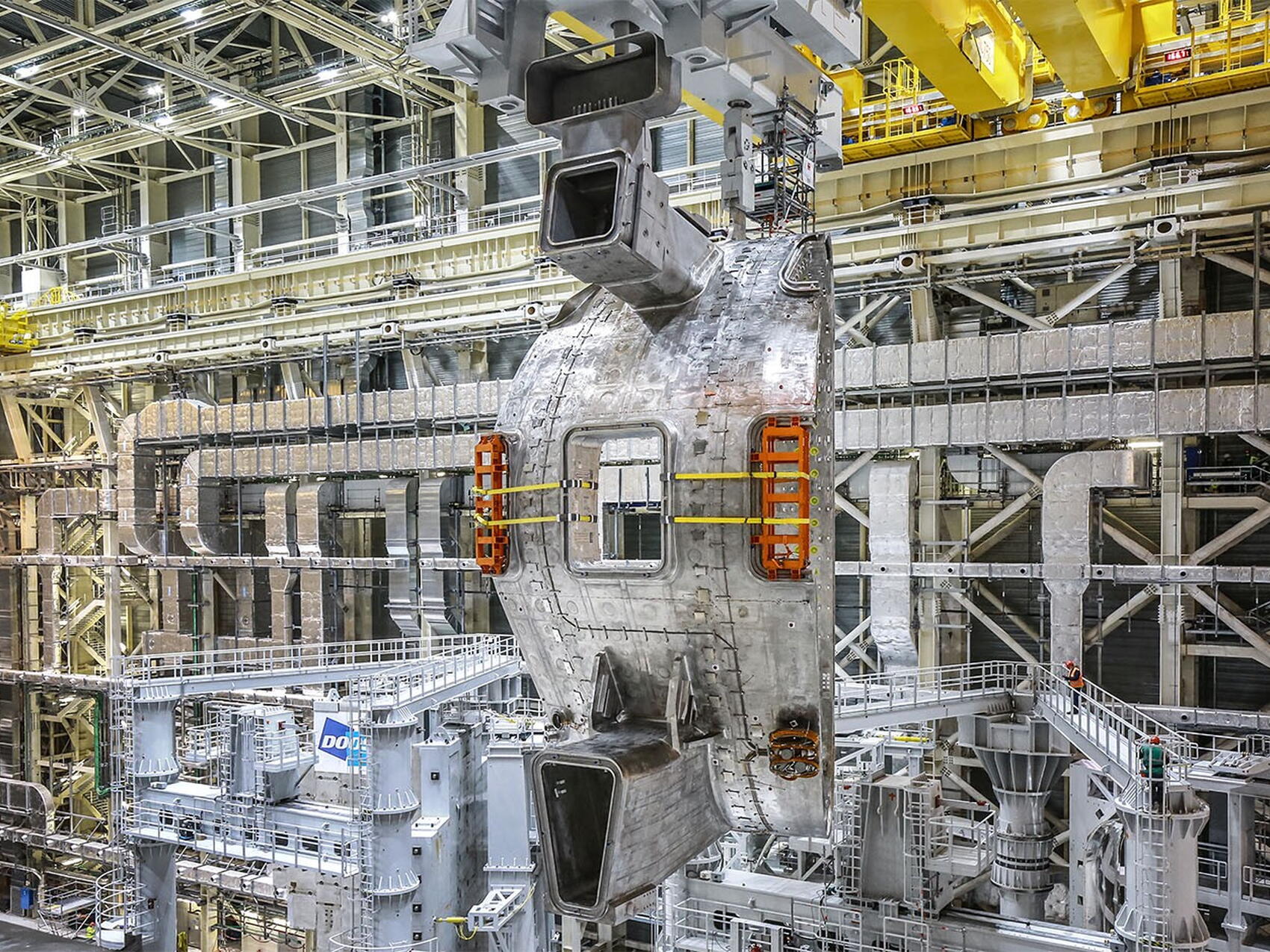
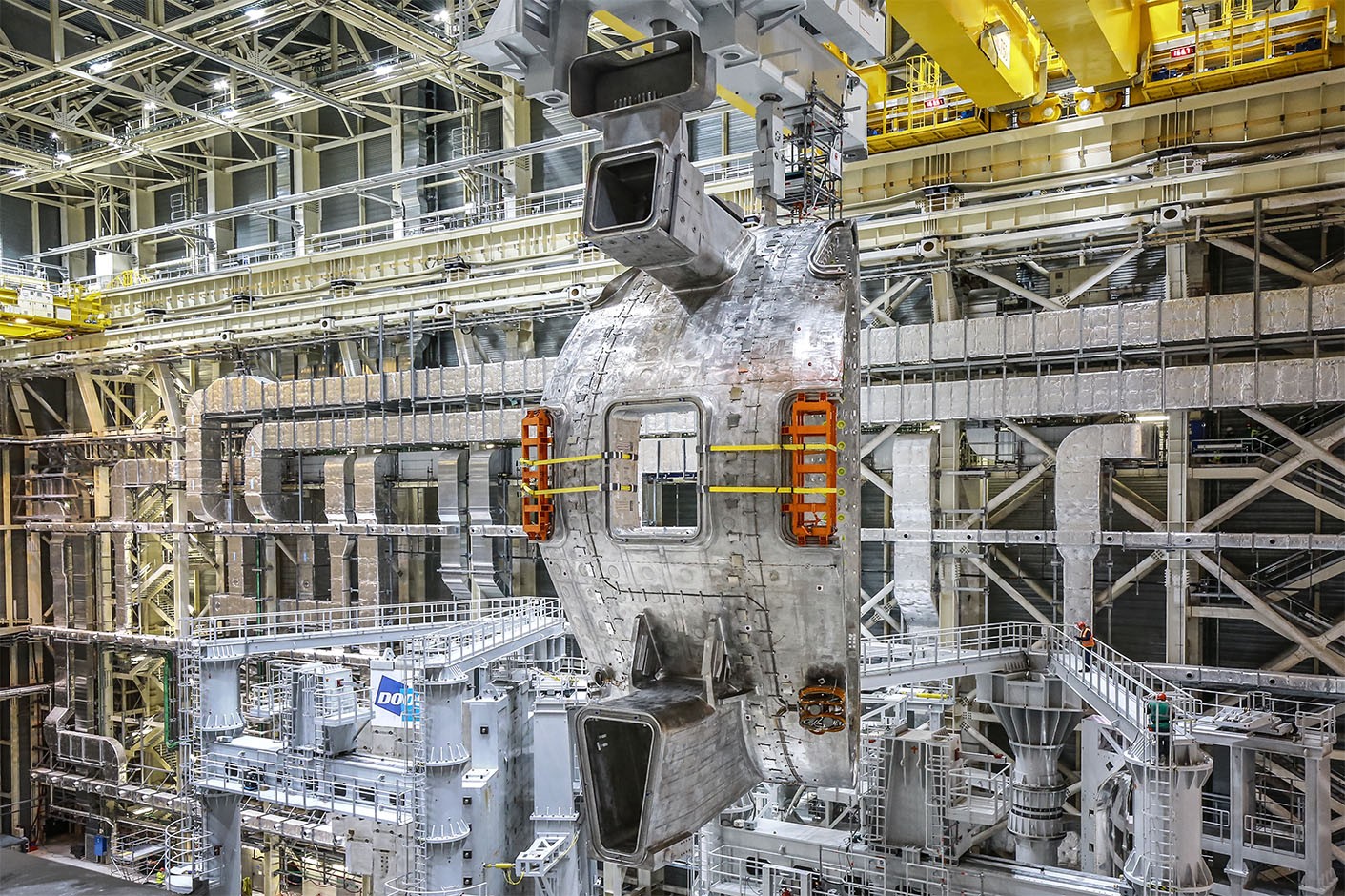
On Tuesday 6 April, attached to a complex rigging system (see box below) and delicately pulled out of its berth, vacuum vessel sector #6 travelled a few dozen metres to face sub-assembly tool #2 and made a right angle turn.
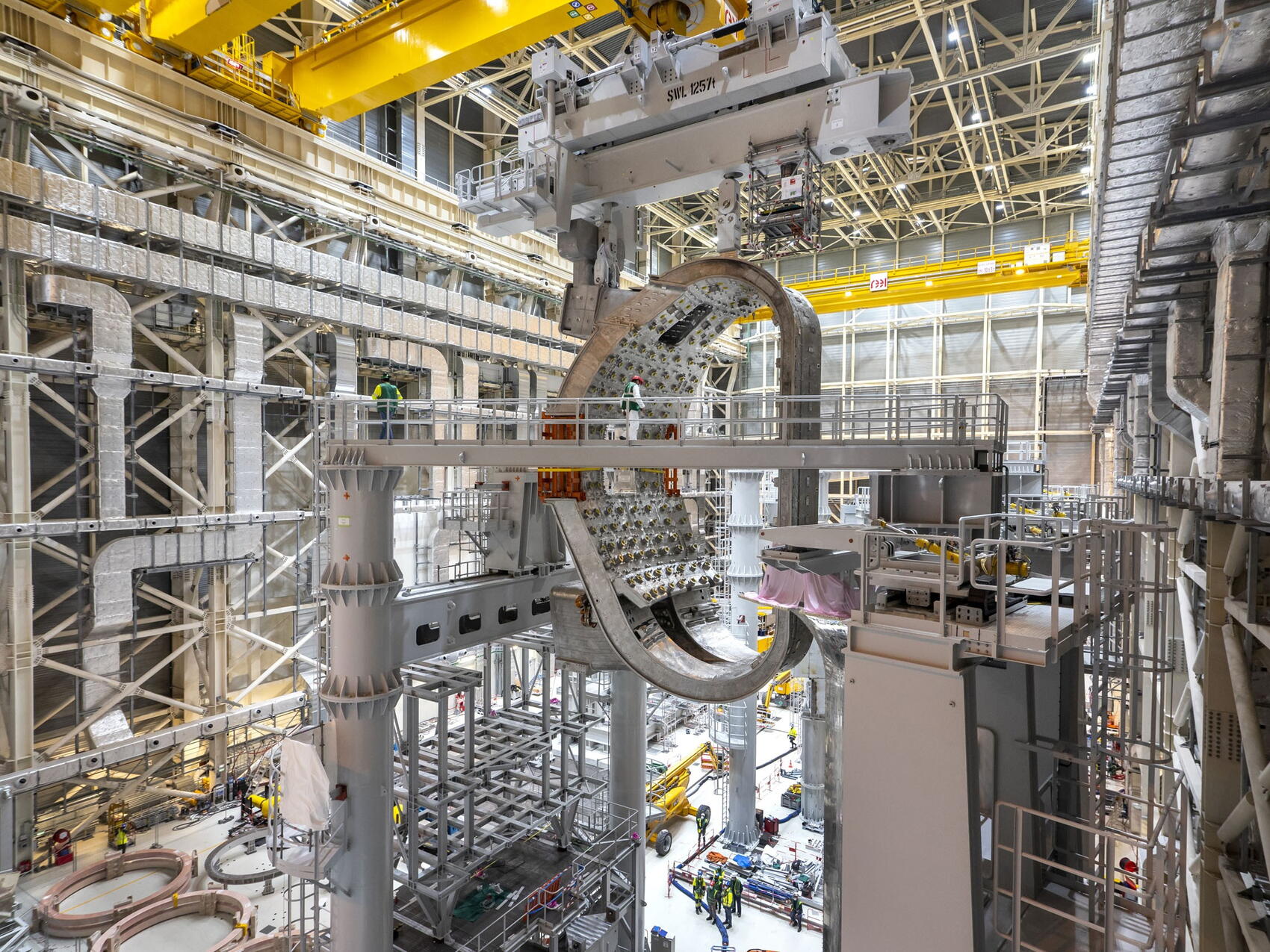
The last phase of the operation was the most spectacular: lifted by the double overhead crane, the component rose above the 20-metre high sub-assembly tool, before slowly descending through the tool's V-shaped opening to eventually settle, hanging from the radial beam that finds a home on supporting blocks at the top of the tool.
The central and most massive element of the first pre-assembly is now in place. In the coming months, it will be encased in thermal shield panels and associated to two toroidal field coils. Before the end of the year, the 1,200-tonne pre-assembly will be lowered into the pit, marking the first step in creating the tokamak's toroidal chamber.
Watch a time-lapse video of the transfer operation here.