Setting the stage for a critical task
Like in a game of musical chairs—albeit in slow motion and at a massive scale—components in the Assembly Hall are being transferred from one location to another, briefly stored in one tool before being moved again, all according to an originally unanticipated but now carefully scripted scenario. The reason behind these movements is simple: both sector sub-assembly tools (SSAT) need to be made available for repairing non-conforming vacuum vessel sectors #6 and #7 and sector #8 has to be moved to the Cryostat Workshop for heavier, partly automated interventions.

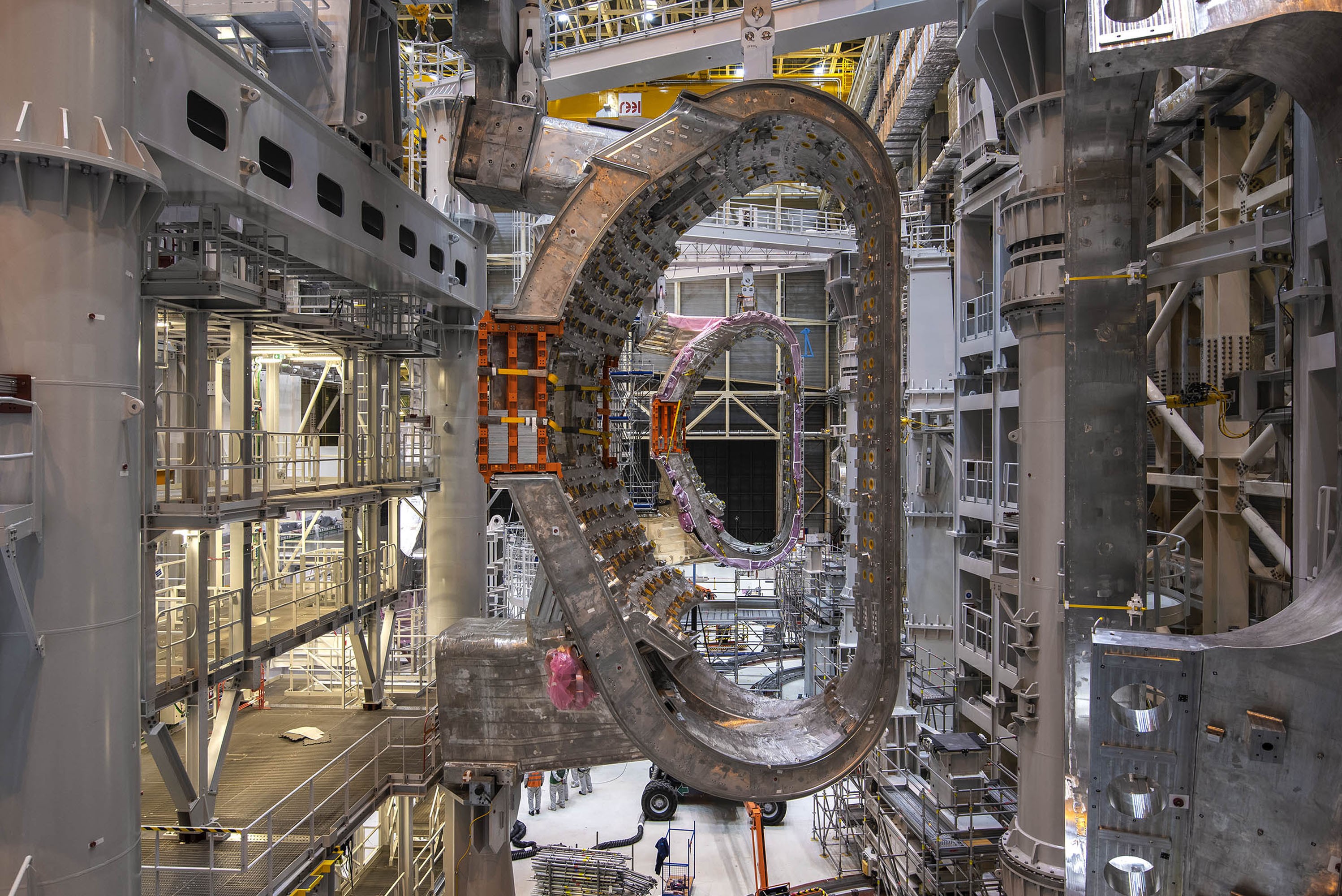
Displacement operations began in late January when two toroidal field coils (TF9 and TF8) were extracted from SSAT-1 and moved to SSAT-2. Both coils were part of sector module #7, whose assembly was almost finalized when the decision to stop the process and to dismantle was taken at the end of last year. Thermal shield panels followed suit, and sector #7 now stands alone, ready to be prepared for repairs.
Sector #8, in the meantime, was standing in SSAT-2, where assembly work had barely begun. On 2 May, the 440-tonne component was lifted out of the standing tool and attached, still in its vertical position, to the upending tool that with a few adaptations will now be used as "down-ending" tool. "An extraction is more than an insertion in reverse, and things were a bit more complex than anticipated," acknowledges Bruno Levesy, in charge of the machine assembly worksite.
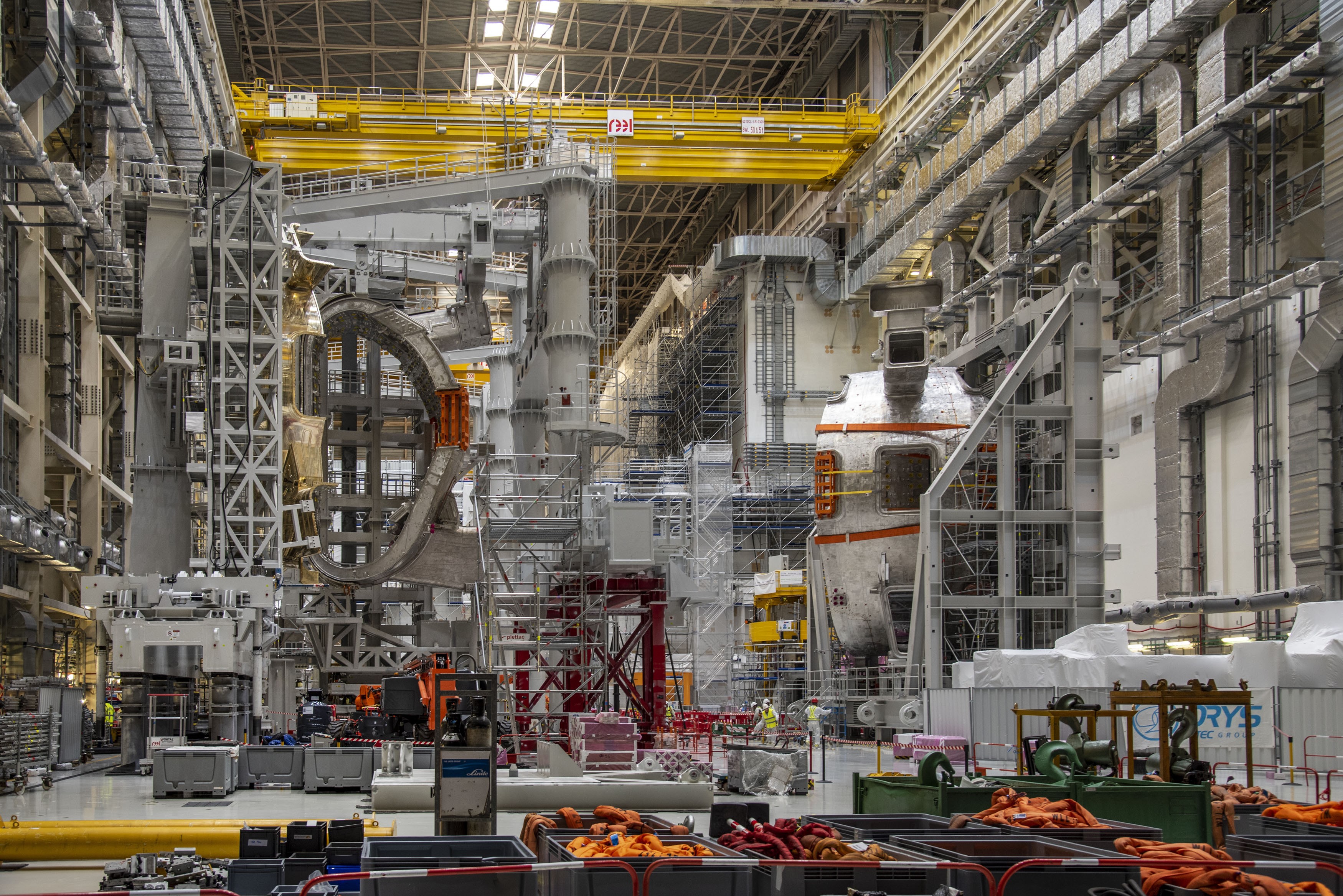
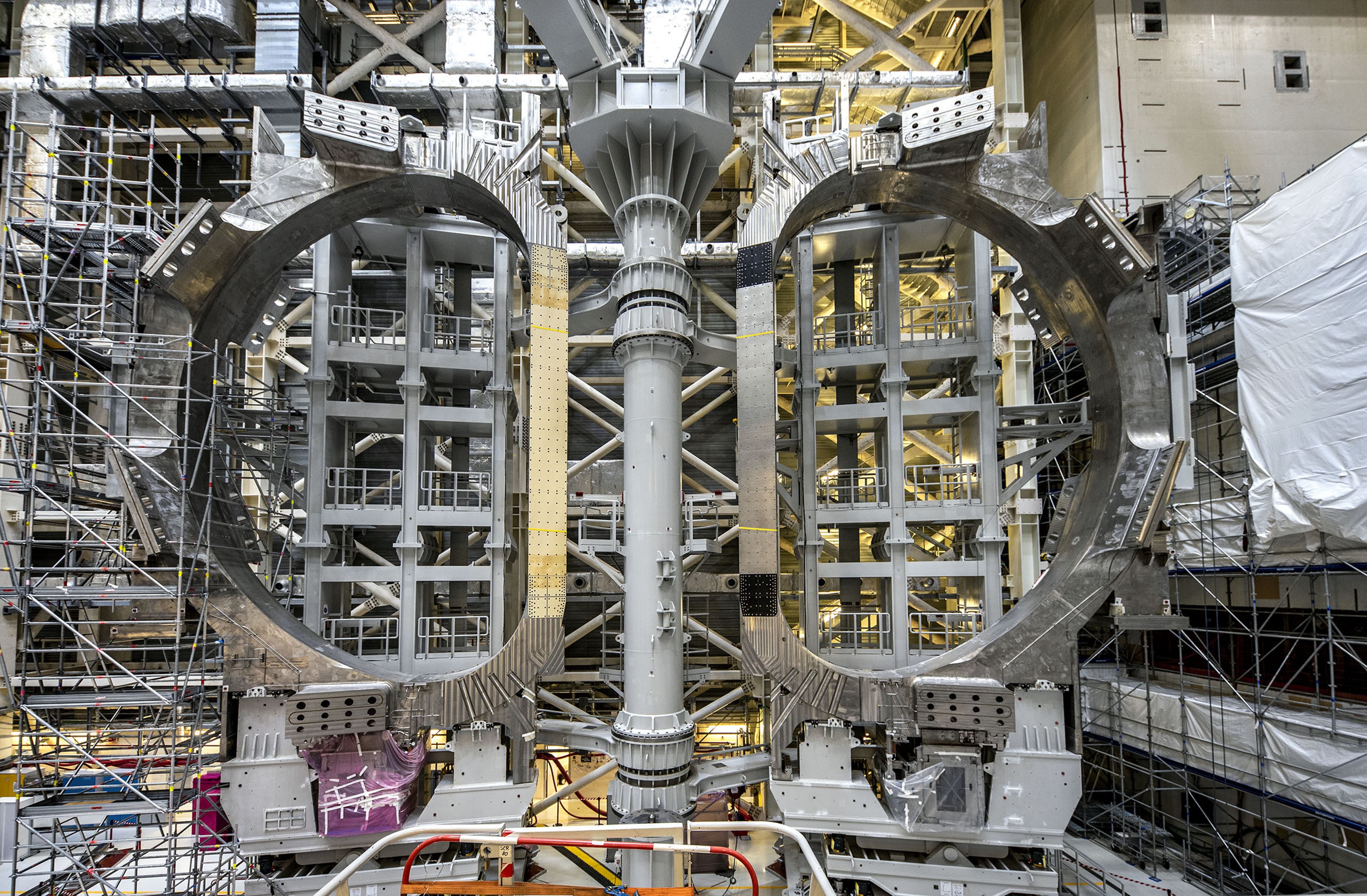
The view inside the Assembly Hall now gives a clear indication of what will happen next. To the left (facing the tokamak pit), sector #7 stands in SSAT-1 ready for repairs. To the right, sector #8 is solidly attached to the upending tool, waiting for its move from vertical to horizontal and subsequent transport to the neighbouring Cryostat Workshop. Closer to the separating wall between Assembly Hall and tokamak pit, SSAT-2 holds in its wings TF9 and TF8—a unique and temporary opportunity to view both toroidal field coils standing together, and take in their exceptional size and out-of-this-world aspect.

"Our priority is clearly to start working on sector #7, which will be possible at the end of the year," states Sébastien Koczorowski, acting head of the Sector Modules Delivery & Assembly Division. By then, the already installed sector module #6 will have been lifted out of the tokamak pit (the operation is scheduled in late July) and moved to SSAT-2 to be disassembled and readied for repairs. A few weeks before this major operation, TF9 and TF8 might be "downended" with the upending tool, placed in bespoke transport platforms and put in storage.
Repairing vacuum vessel non-conformities will consist first in depositing material to fill in the bevel areas that retracted out of tolerance during the manufacturing process, and second to locally machine the bevel surfaces to the required dimensions. For sectors #6 and #7, the weld deposit will be done manually; for sector #8, whose non-conformities are more severe, the process will be partially automated.
"One of the challenges is to protect both the cleanliness of the components' inner surfaces, where some equipment has already been installed, and the environment, where other activities will be ongoing," explains Levesy. Limited "enclosures," equipped with local HVAC and filtration systems, will be created to prevent the dispersion of metal particles or dust during the repairs. Things will be easier to manage in the Cryostat Workshop where more space is available.

At this stage of the tendering process, technical and financial negotiations are being finalized with three companies, all with expertise in nuclear environments, requirements and regulations, says Koczorowski. "We are waiting for the best financial offer and we might decide to resort to more than one company."
The tendering process for thermal shield repairs has also entered its final phase. In parallel, a procedure called "Delta final design review" is ongoing to validate the choice of a new steel grade for the piping and a different welding approach, and to evaluate the performance of polished steel vs silver coating for the thermal shield panels that could be refabricated. "We want to maximize the repair approach. As of today, we cannot say how many new panels need to be manufactured. It will all depend on the quality of the repairs, which we will closely analyze when the two first sets are back from the company we have selected."
The critical task of repairing three vacuum vessel sectors and replacing 23 kilometres of thermal shield cooling pipes will soon begin. In the words of ITER Director-General Pietro Barabaschi, its impact on the project's schedule and cost "will not be insignificant," but fortunately this setback occurs "at a moment when we can fix it."