Central solenoid fabrication: a photo reportage
18 Jul 2016
Inside of a purpose-built facility at General Atomics in California (US), ten customized workstations for central solenoid fabrication—from winding through to final testing—have been built and are undergoing commissioning with a dummy coil. Winding was completed in April on the first 14-layer production module.


The General Atomics work floor in Poway, California, during the installation of the central solenoid workstations in 2015.
The ITER central solenoid is the giant electromagnet at the centre of the ITER machine that will generate most of the magnetic flux charge of the plasma, initiating the initial plasma current and contributing to its maintenance. Six individual coil modules will be stacked vertically within a "cage" of supporting structures. General Atomics will also produce a seventh module as a spare.
As part of its in-kind contributions to ITER, the US is responsible for 100 percent of the central solenoid magnet, including design, R&D, module fabrication from conductor supplied by Japan, associated structure, assembly tooling, bus extensions, and cooling connections.
In the photo gallery below, follow the mock coil through the manufacturing workstations, and view the latest pictures of module 1 winding and magnet structure fabrication.
All photos courtesy of General Atomics unless otherwise indicated.
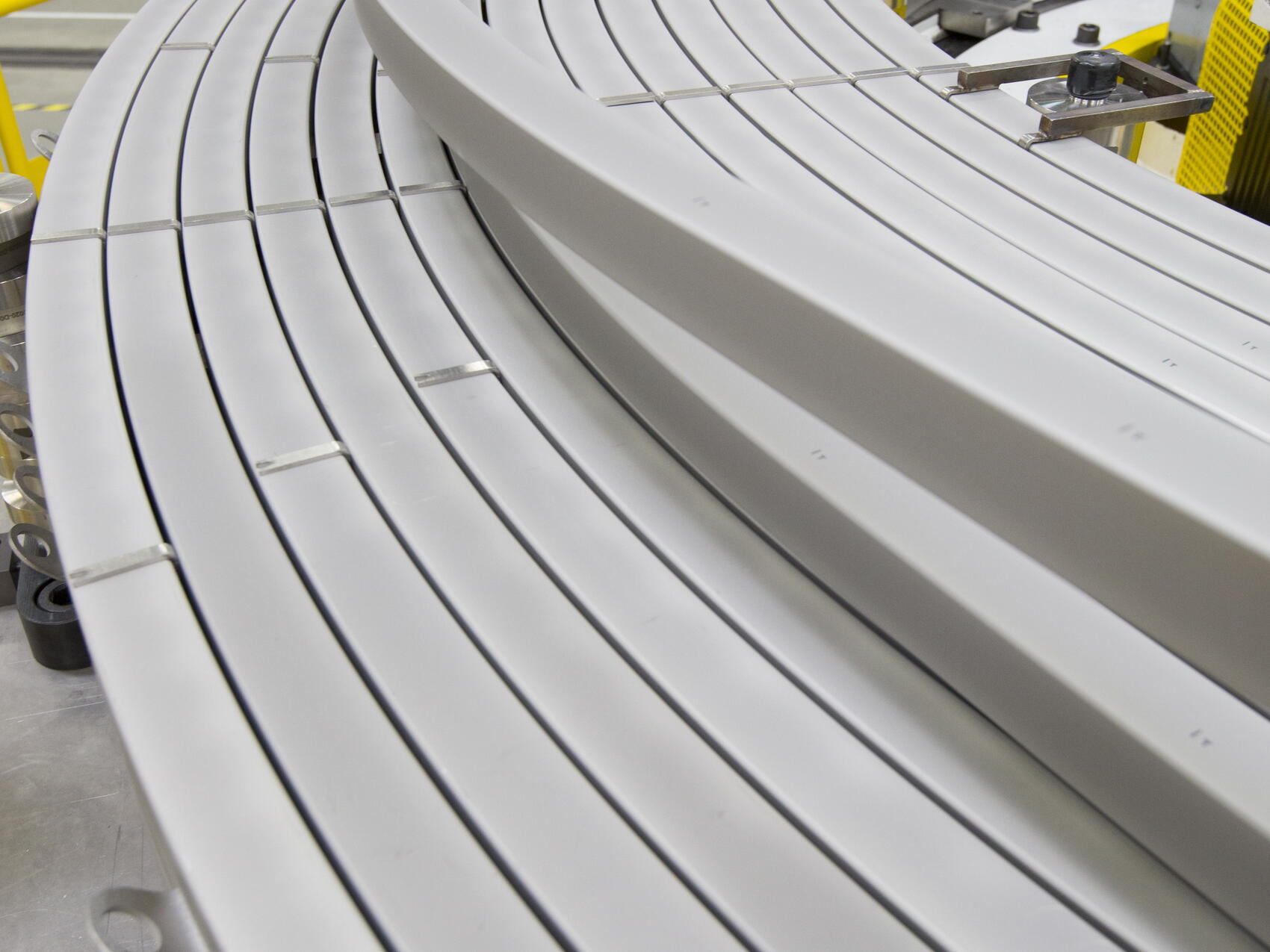
2016-07-13 - Each central solenoid module will be fabricated from approximately 6,000 metres of niobium-tin (Nb3Sn) conductor supplied by the Japanese Domestic Agency. In the picture, the first production module is wound in pancakes (flat spirals of 14 turns) and stacked into a 40-layer coil.

2016-07-13 - The bending head of the winding line ensures that each layer is formed to specific dimensions. Two winding stations have been installed at General Atomics; 18 skilled technicians are working across the module workstations.

2016-07-13 - Six hexa pancakes (six layers) and one quad (four layers) are stacked and electrically joined to form a central solenoid module. Without counting the support structure, that's about 110 metric tons of material.


2016-07-13 - Prior to winding, the central solenoid conductor is "de-spooled" from the Japanese shipping fixture and straightened. Some 42 km of niobium-tin (Nb3Sn) superconductor will feed into the fabrication of seven (six plus one spare) central solenoid modules.


2016-07-13 - The mockup coil is the same diameter as the production module, but has fewer layers (16 instead of 40). It is made out of qualification samples of real conductor coupled with other samples such as empty jacket material. Each workstation goes through detailed factory acceptance testing and commissioning with the mockup coil before it is approved for the manufacturing line.


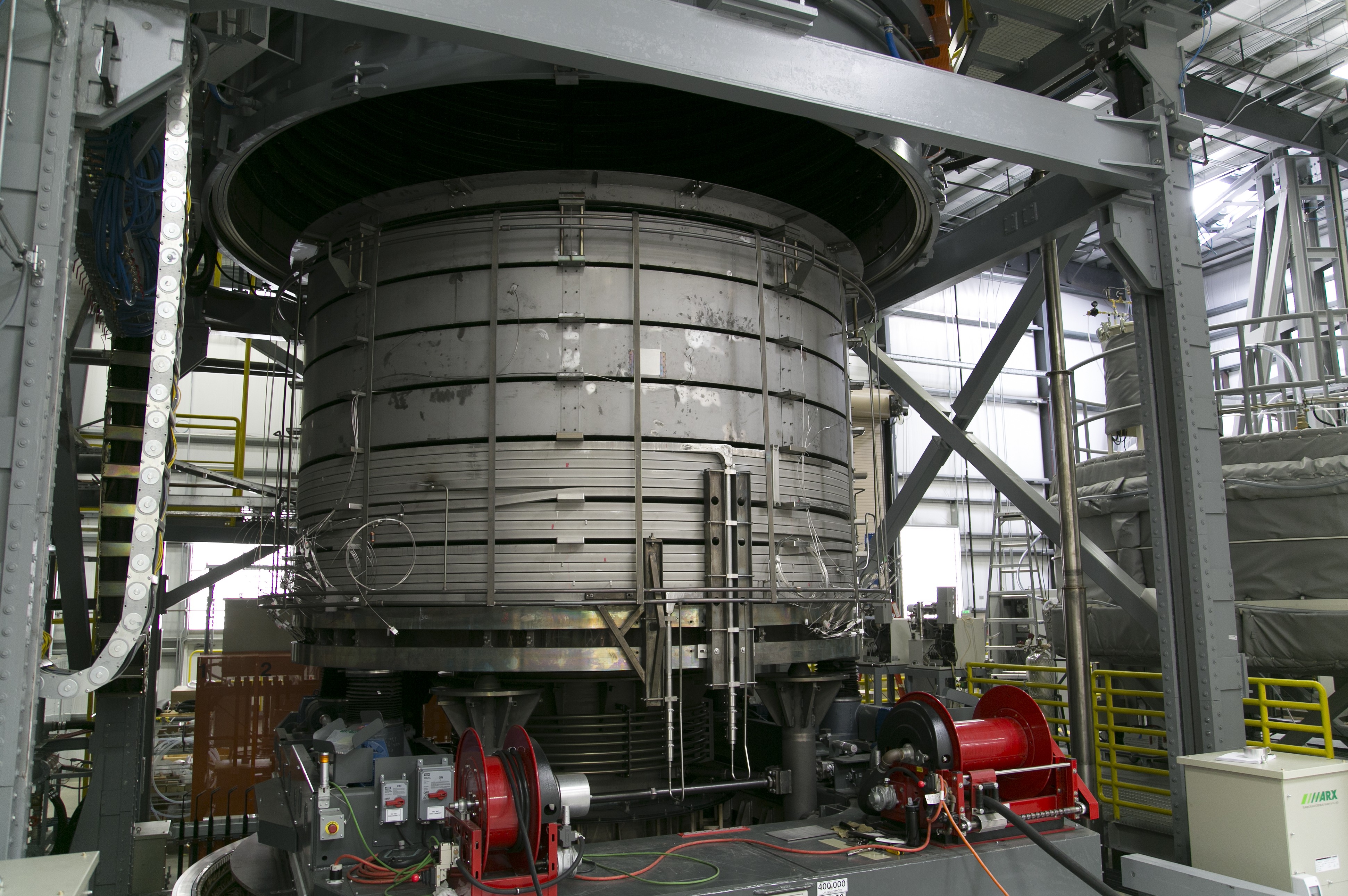
2016-07-13 - Following the winding step, the central solenoid winding pack will be heat treated. Here, the qualification coil is carried on a 200-tonne capacity air bearing transporter to the heat treatment furnace for station commissioning.


2016-07-13 - The reaction heat treatment furnace station will make the electromagnet material superconducting by heating the niobium-tin and copper conductor to temperatures of up to 650 degrees Celsius. The furnace—which is 12 metres tall when opened, with a diameter of 5.5 metres—can hold one module at a time.

2016-07-13 - The next stop in the central solenoid manufacturing process is turn insulation. At this station, the 110-metric-ton module is lifted and its individual turns are released for insulation wrapping with fiberglass/Kapton® tape. Conductor insulation ensures that electrical shorts do not occur between turns and layers.

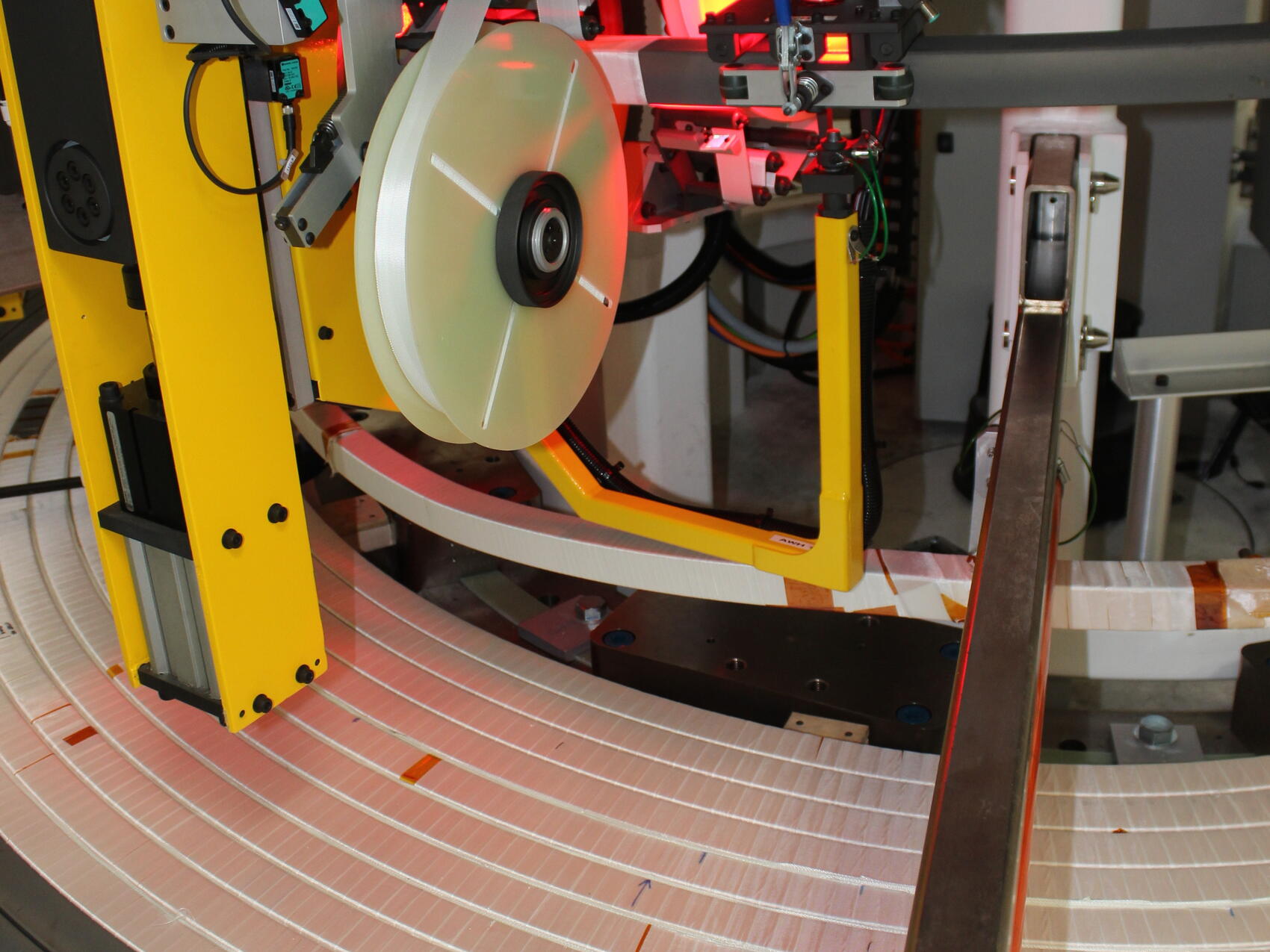
2016-07-13 - During turn insulation, the module needs to be un-sprung like a Slinky without overstraining the conductor, which is now strain-sensitive due to heat treatment. Once the module is un-sprung, the turn insulation machine heads can wrap the insulation around the conductor and then reassemble it exactly as it was before.
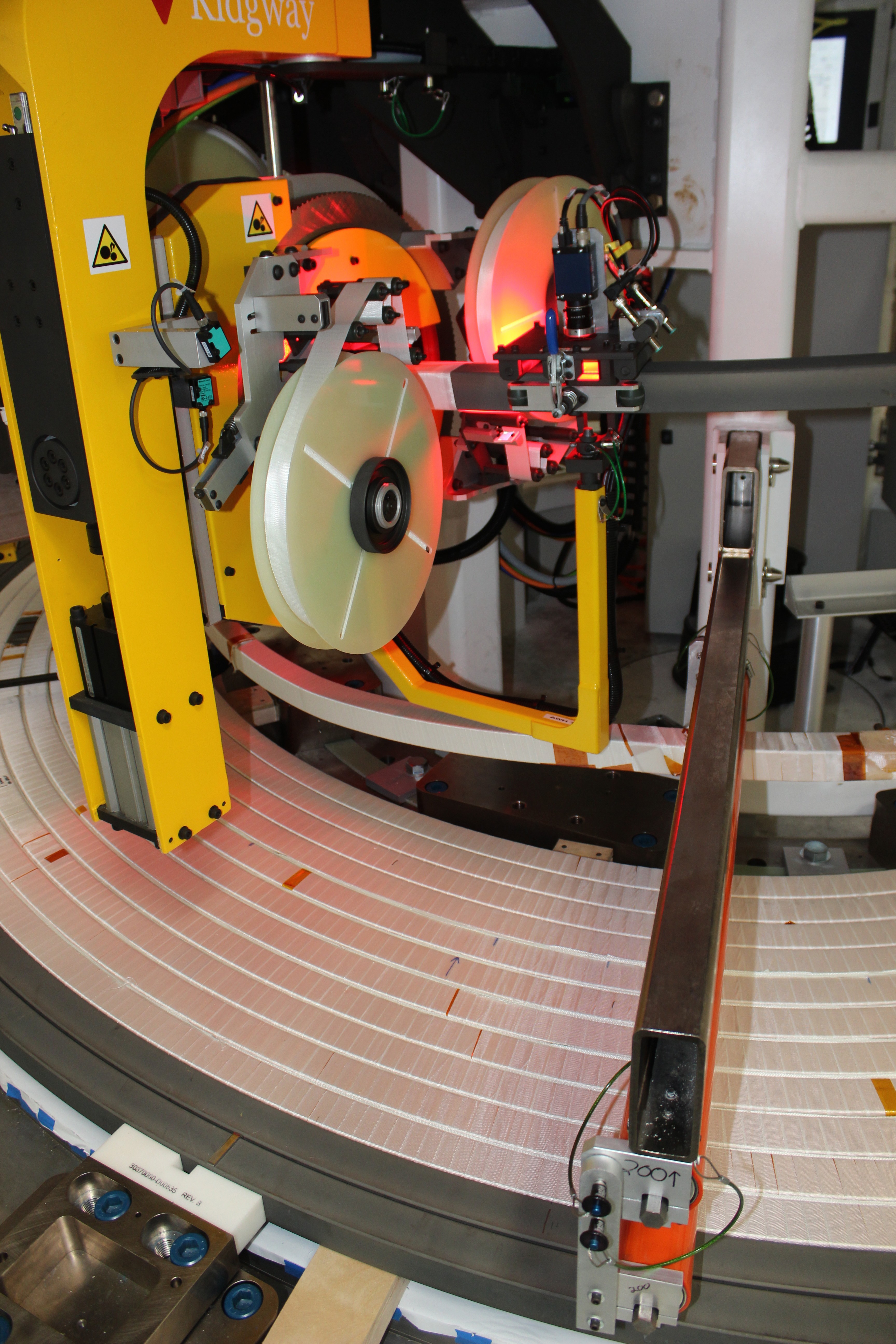

2016-07-13 - A technician at General Atomics changes the spool of fiberglass insulation tape.


2016-07-13 - After insulation wrapping comes vacuum impregnation. At this station, the production modules are enclosed in the module mold (in red). Some 3,000 litres of epoxy resin are injected to saturate the insulation materials. When hardened, the epoxy contributes to insulation capacity and structural integrity.


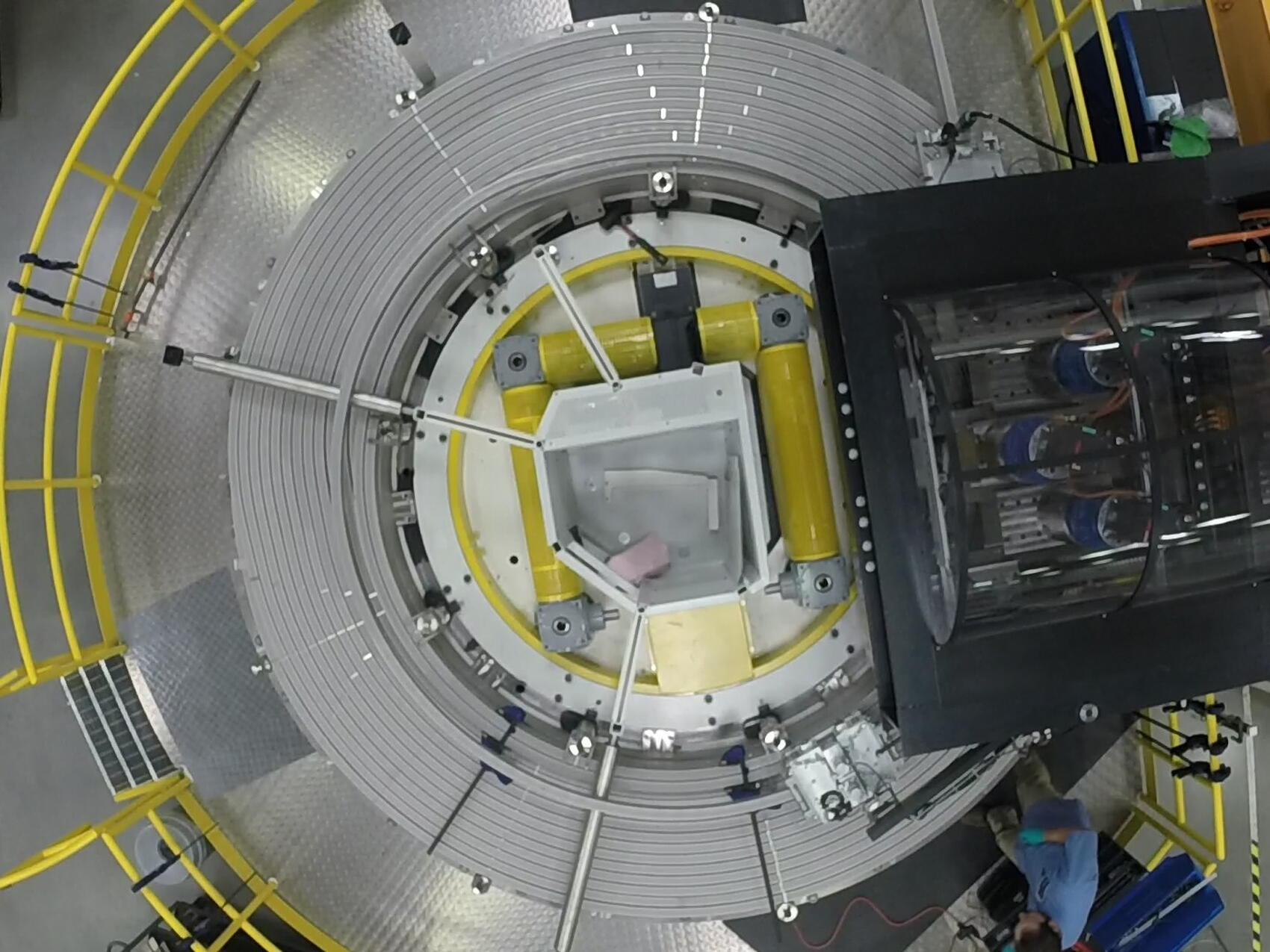
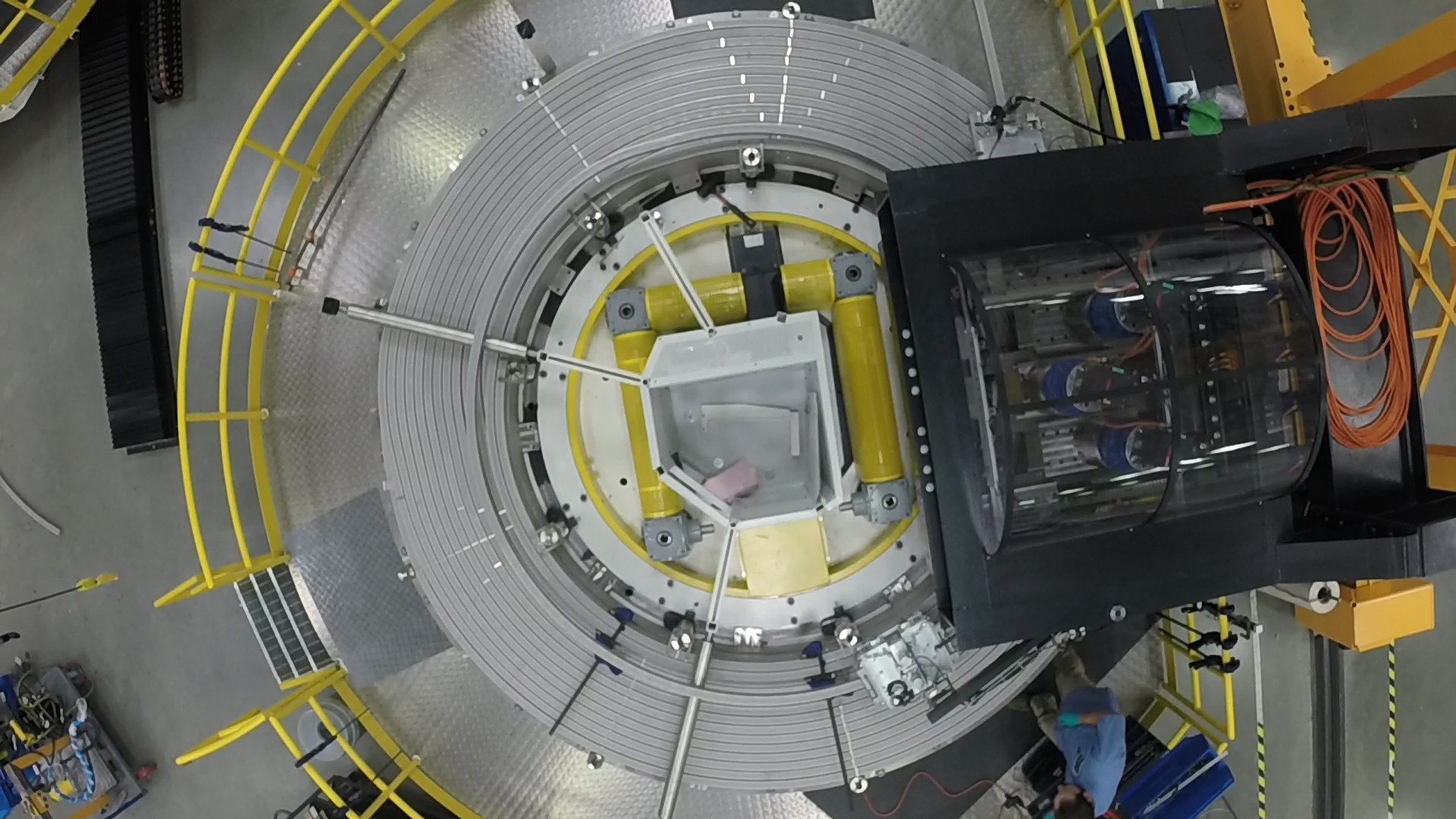
2016-04-06 - The final step for the module fabrication is cold testing at 48.5 kilo amps and 4.7 Kelvin, which is comparable to the operating conditions inside the ITER reactor. Pictured is the liquid-nitrogen-cooled shell inside the final test vacuum chamber.


2016-04-06 - The cold test station will be the final proving ground for the production modules before they are prepared for shipment to the ITER site.


2016-04-06 - The General Atomics work floor in Poway, California, during the installation of the workstations in 2015. The winding line has been commissioned and the winding of the first central solenoid production module was completed in April 2016. The mockup module has commissioned the heat treatment furnace and will now move on to commission the turn insulation station, the vacuum pressure impregnation station, and the cold testing work station.
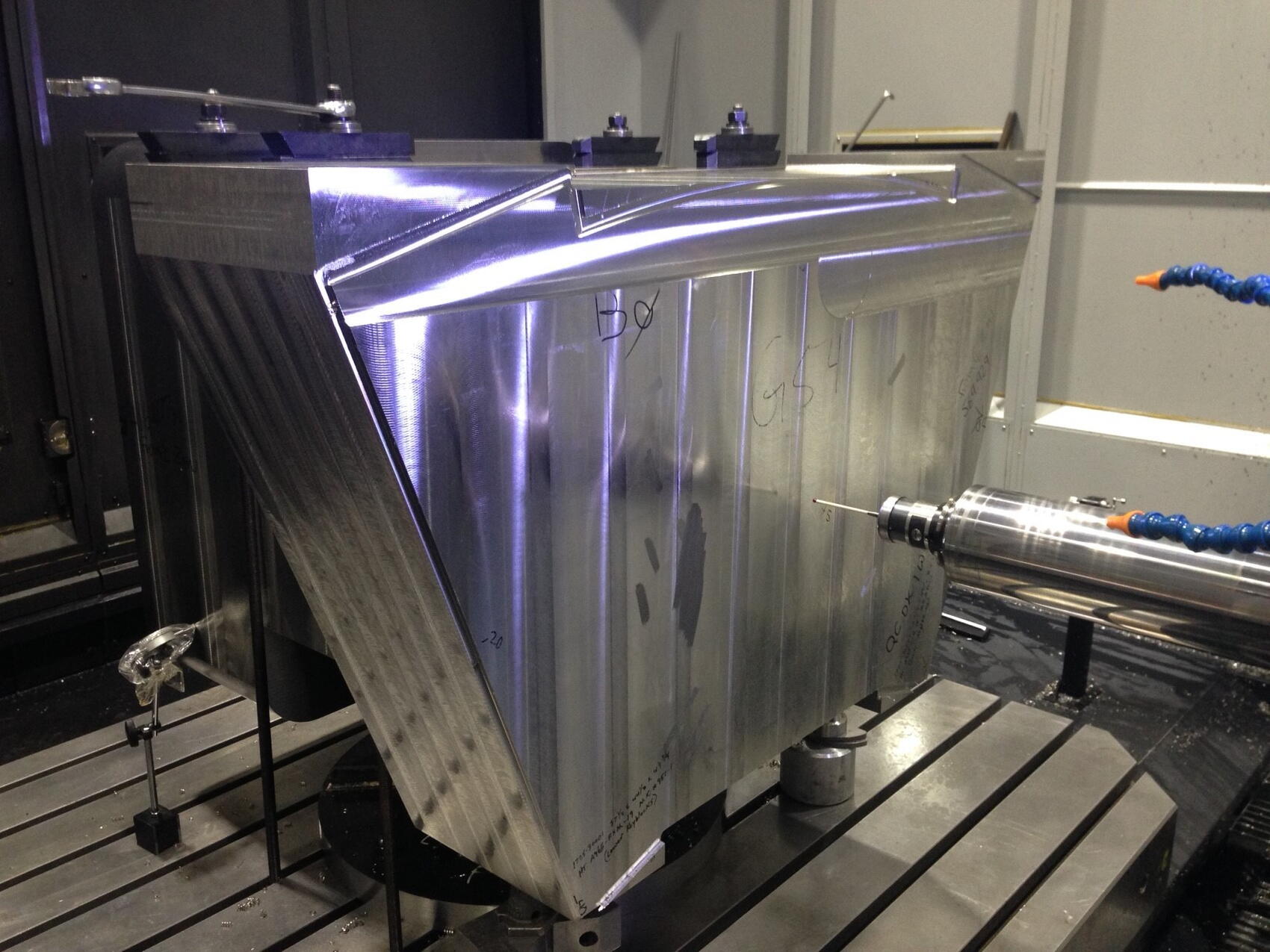
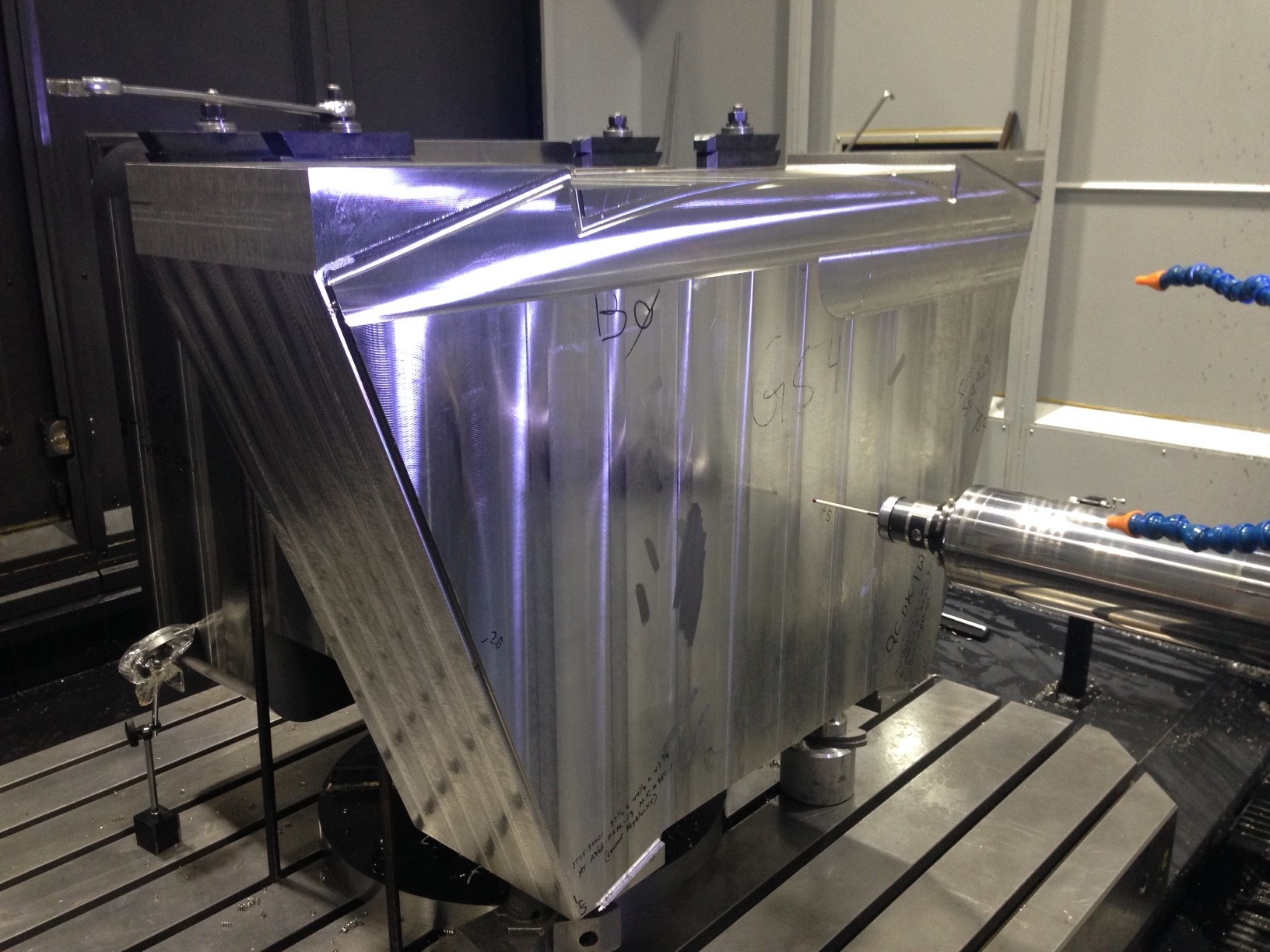
2016-04-06 - A "cage" of support structures will ensure that the six-module central solenoid maintains structural integrity during plasma operation. Pictured, the final machining of the first of nine lower key blocks, each weighing approximately 6 metric tons. Photo: Petersen, Inc
2015-08-09 - A tie plate, part of the central solenoid support cage, is forged as part of "first article" activities. First articles may be considered final production if they meet all necessary requirements. Photo: Scot Forge
