Where are we at?
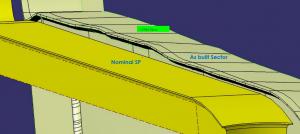
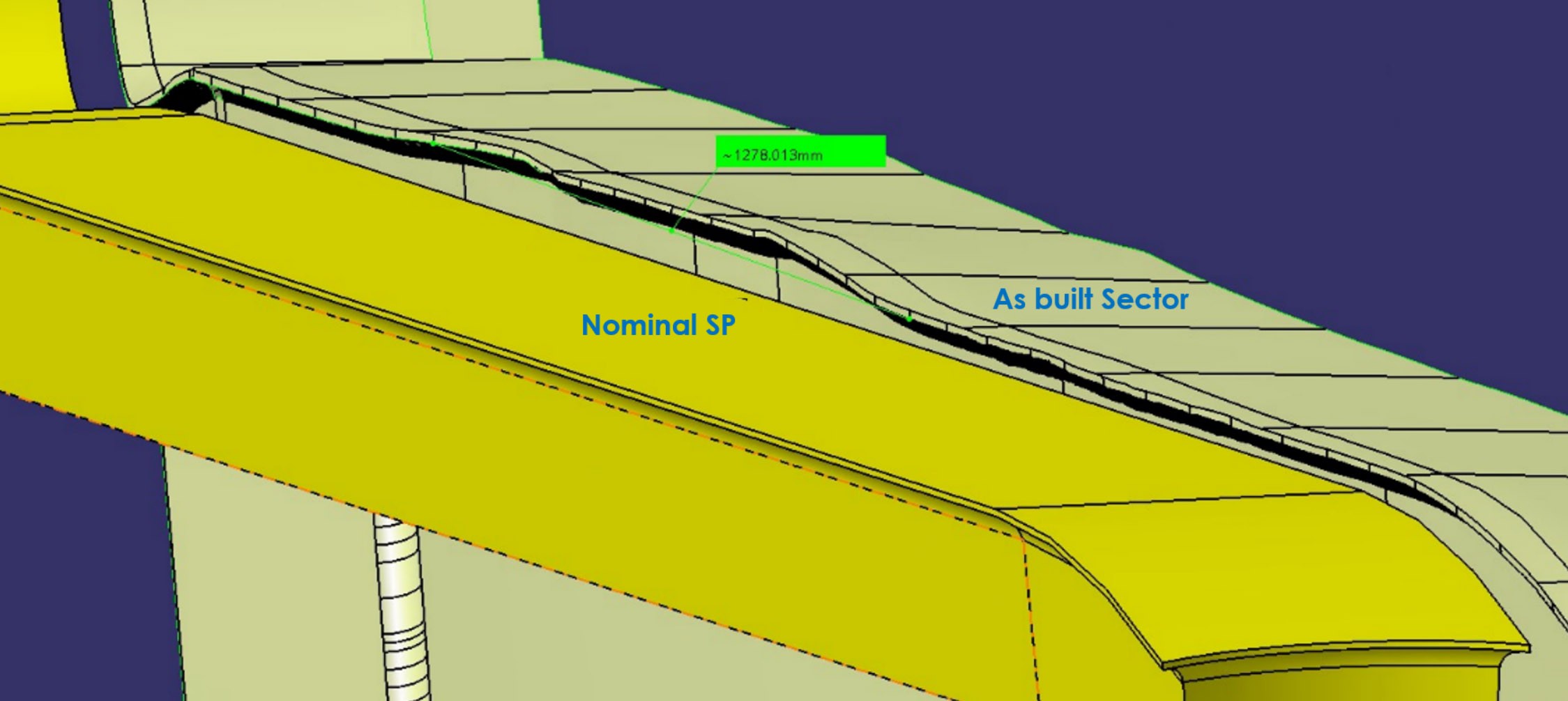
From a strict industrial point of view, repairing the dimensional non-conformities that affect the ITER vacuum vessel sectors is not an insurmountable task. What needs to be done can be formulated quite simply: filling the "valleys" or shaving the "hills" along the bevel joint region in order to restore geometry to nominal and recover the ability to weld the sectors together. Sectors, however, are not ordinary chunks of steel; their geometry is complex and their weight (~440 tonnes) is comparable to that of a jumbo airliner. Once assembled and welded to form the fusion reaction chamber they will act as the installation's first nuclear safety barrier and, as such, are subject to very stringent regulations. Whereas two of the three sectors present on site are already positioned in the sub-assembly tools where they will be repaired (#6 and #7), the handling and positioning of the third (#8) requires adapting and manufacturing heavy bespoke tooling.


Before repair operations can begin in earnest, the different procedures to be implemented need to be validated. In Italy, the repair contract beneficiary SIMANN, a SIMIC-Ansaldo Nucleare consortium, is manufacturing 1.4-metre-long mockups of the same steel grade and profile as the vacuum vessel sector bevels. Just like the actual component, these "representative coupons" will undergo metal build-up, machining and welding, prior to being tested for mechanical properties through a series of traction and flexion trials. Eventually, the coupons will be shared with ENSA, the Spanish company entrusted with the final assembly and welding of the nine sectors.
Operations will begin in parallel on sectors #6 and #7 by the end of February/beginning of March when all tests and qualification procedures are complete. The first operation will consist of grinding the bevel joint regions, followed by manual metal build-up and final machining to restore the bevels' nominal dimensions. As machining is simpler and does not alter mechanical properties, build-up will be minimized as much as possible. Optimizations are still under assessment, but it is estimated that sectors #6 and #7 will each require approximately 24 kgs of metal to fill the "valleys" in the bevels. Grinding, metal build-up and machining will be performed under local protections in order to avoid altering the Assembly Hall's controlled environment. Sectors #6 and #7 will remain in the giant sector sub-assembly tools for the duration of the repair operations.
Things will be different for Sector #8. Delivered in April 2022, the component had not yet gone through the full equipment and pre-assembly operations. After spending just about one year in vertical tooling, it was returned to a horizontal orientation and eventually moved from the Assembly Hall to the now-vacated Cryostat Workshop in December 2023. Of the three sectors delivered, Sector #8 is the one most affected by dimensional non-conformities—approximately 400 kgs of metal filler will be needed to recover its bevel geometry. Due to the quantity, the build-up process on sector #8 will be partly automated. The major difficulty, however, will not be in the repair operation—it will be in the handling of this exceptionally massive component.

If the second upending tool is not available in time, the only remaining solution consists in transferring sector #8 to the assembly pit to "park" it there while the existing upending tool is modified to accommodate the sector in its flipped position. This of course would be a much heavier and longer operation but there might be no other choice.


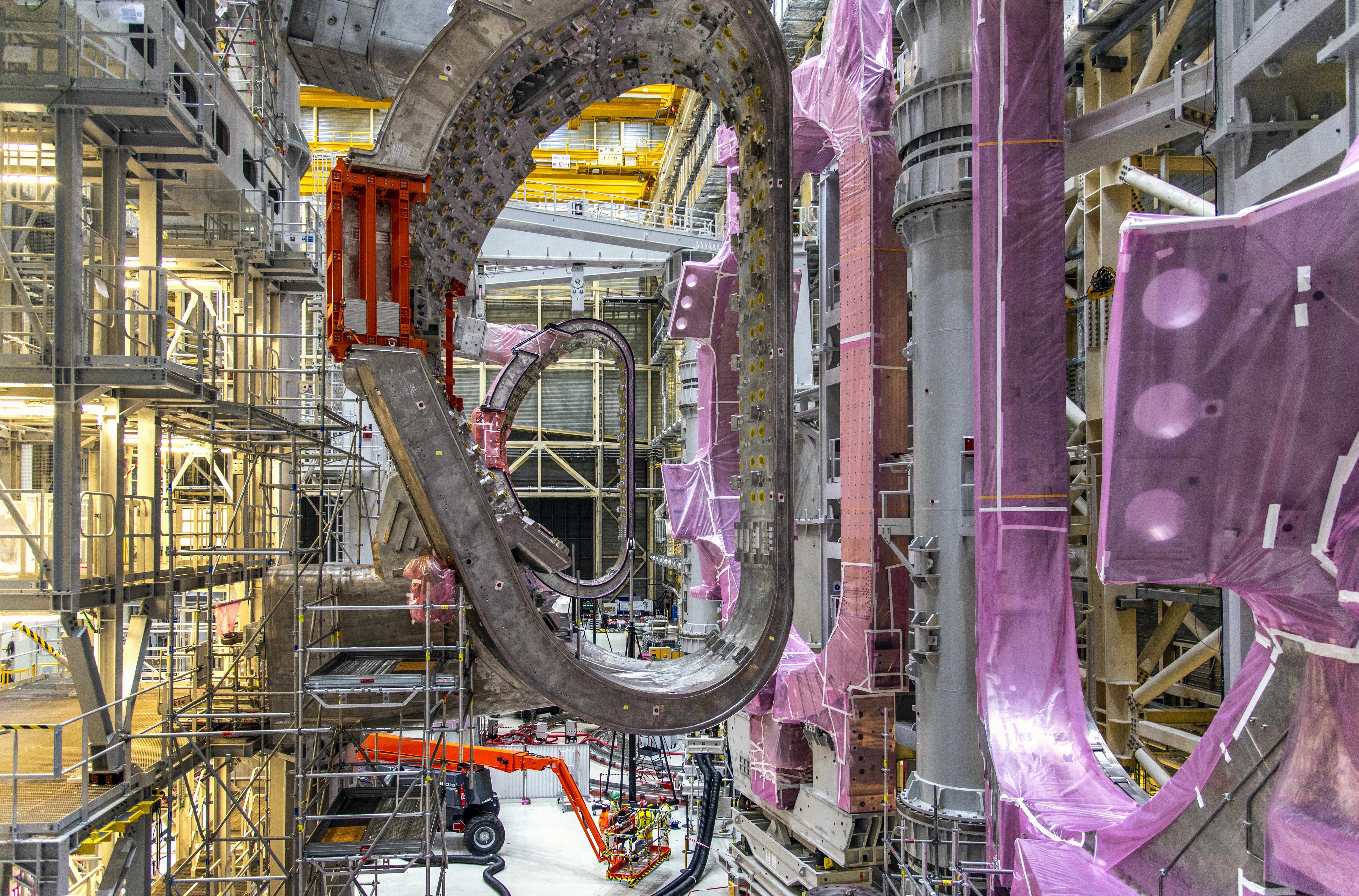
As the same welding techniques were used in the manufacturing of all nine vacuum vessel sectors (four procured by Korea, five by Europe) all are affected to some degree by deviations from nominal and are undergoing repair procedures at manufacturing sites in Korea and Italy. Once all sectors are repaired and their bevel profile restored as near as possible to nominal, the module assembly process, interrupted in September 2022, will resume. One by one the nine modules will be positioned in the tokamak pit, prior to being welded together according to a sequence that is yet to be determined.
Thermal shield repair is also moving forward. We will report on progress in an upcoming issue of the ITER Newsline.