Industrial milestone
Korea completes first vacuum vessel sector
28 Apr 2020
-
ITER Korea
Just over a decade ago, the ITER Organization completed the build-to-print design of the ITER vacuum vessel—a 5,000-tonne steel chamber that would house the world's first reactor-scale fusion plasma. This month, engineering design became reality, as the first 40-degree sector came off the production line in Korea.


According to ITER's machine assembly plan, vacuum vessel sector #6 needs to arrive first on site, followed later this year by vacuum vessel sector #7 (which is 92.8% complete at Hyundai Heavy Industries). Korea is providing four vacuum vessel sectors; Europe is providing the other five. After packing, the component will be shipped to ITER.
In a series of factory acceptance tests carried out in March and early April, including the critical pneumatic pressure and helium leak tests¹, manufacturer Hyundai Heavy Industries and procuring Domestic Agency ITER Korea were able to demonstrate that vacuum vessel sector #6 fully met all ITER Organization technical specifications. The 440-tonne sector will now be packed for shipment.
"It is testimony to the ingenuity, skill, dedication and perseverance of the industrial contractors in Korea, of the Korean Domestic Agency in its oversight, and of the wider ITER Vacuum Vessel Project Team that this first-of-a-kind component—one of the most challenging of the ITER machine—has been successfully manufactured," according to ITER Director-General Bernard Bigot. "The pride and sense of accomplishment of all those involved is commensurate with the size and complexity of the challenge."
"It is testimony to the ingenuity, skill, dedication and perseverance of the industrial contractors in Korea, of the Korean Domestic Agency in its oversight, and of the wider ITER Vacuum Vessel Project Team that this first-of-a-kind component—one of the most challenging of the ITER machine—has been successfully manufactured," according to ITER Director-General Bernard Bigot. "The pride and sense of accomplishment of all those involved is commensurate with the size and complexity of the challenge."
Korean manufacturers faced numerous challenges as they undertook the realization of the first sector of the vacuum vessel manufacturing program:
Nuclear vessel regulations: As the first confinement barrier for plasma, the ITER vacuum vessel is subject to very specific codes and regulations covering material procurement, design and analysis, fabrication, welding, and examination. Seven permanent inspectors (five from the ITER Organization Vacuum Vessel Project Team² and two Agreed Notified Body³ inspectors representing the French Nuclear Safety Authority, ASN), as well as the Hyundai quality departments, controlled a total of 45,000 inspection points and 500 manufacturing documents. In December 2019, French nuclear experts travelled to Korea to perform a final in-depth inspection on the near-completed sector.
100% volumetric inspection of welds: The vacuum vessel is a heavily welded structure, with steel plate thicknesses of up to 60 mm, a large number of permanent attachments, and many narrow areas and areas with difficult access. The team developed 60 special scanning techniques of phased array ultrasonic tests (PAUT) to verify gap welds of up to 21 mm with very reliable quality. The total length of full penetration welds on the sector is nearly 1,000 metres.
Tight tolerances: The prediction and control of welding stress and distortion is difficult with such a high density of welding joints. In order to increase confidence that the stringent tolerance requirements for the final geometry could be achieved, the Hyundai team in collaboration with the Vacuum Vessel Project Team pioneered a "virtual fitting" technique, in which the known 3D dimensional measurements of the segments were matched virtually with specialized software (SpatialAnalyzer) and reverse engineered according to the result.


The vacuum vessel is a unique component with very complex geometry, hundreds of interfaces with other components, and very strict nuclear safety compliance requirements. Each step of the process has been challenging—from manufacturing qualification and procedures, machining, and welding, to non-destructive examination (photo) and tolerances.
Beginning eight years ago, the teams began producing the first of four poloidal segments. Although different in design (see graph), each segment required the same step-by-step fabrication route: contractors formed and welded the inner shell, attached inner ribs and support housings, installed in-wall shielding blocks, and—in the final activity to complete the segments—fitted and welded the outer shell. (See gallery below for more detail.) By September 2019, the segments were ready to be assembled into the final D-shaped sector, and upper and lower port stub extensions (procured by Russia and Korea respectively) could be attached through splice plates.
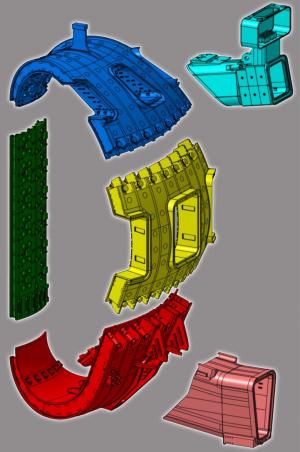
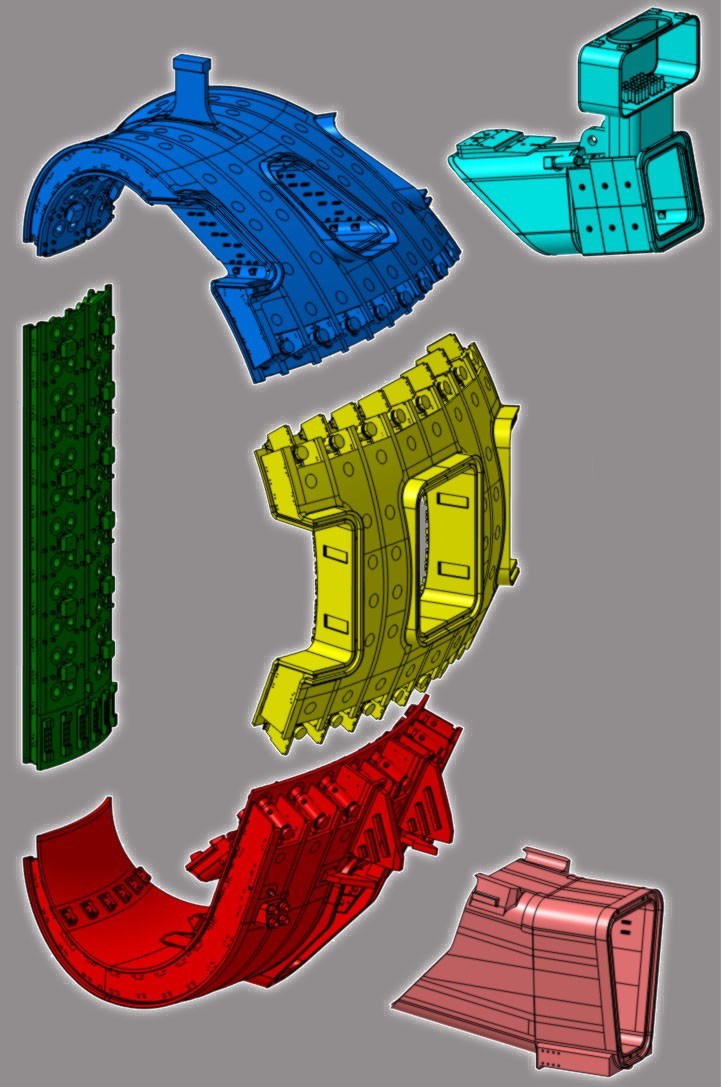
Vacuum vessel sector #6 is formed from four poloidal segments, plus upper and lower port stub extensions.
"Through all of these activities, the main point is that we pioneered traceability, recording all activities prior, during and post manufacturing with approved formats of documents," affirms Chang Ho Choi, who leads the Vacuum Vessel Project Team. "This is important because vacuum vessel procurement involves four ITER Members, and that final assembly will be carried out by ITER Organization contractors on site. Proper documentation, therefore, will make everyone's job easier. Our collaboration is very well established at this point, after 53 monthly meetings over the years and 10 on-site meetings that included a lot of knowledge sharing and visits to manufacturing facilities. This gives us confidence as we head toward the most important moment of all: machine assembly."
When ITER vacuum vessel sector #6 arrives at ITER this summer, it will be brought into the Assembly Building and transferred by overhead crane to a laydown area. After a final helium leak test¹ and site acceptance test, the component will be ready for handover to ITER Organization assembly contractor responsible for the vessel (TAC2) for a series of installation activities (diagnostics, instrumentation and cable trays on the outer shell).
A ceremony on 20 April at Hyundai Heavy Industries in Ulsan, Korea, was attended by Byungseon Jeong, First Assistant Minister, Ministry of Science and ICT; Young-seuk Han, President and CEO of Hyundai Heavy Industries; Sukjae Yoo, President of Korea's National Fusion Research Institute; Kijung Jung, Director General of ITER Korea; and more than 30 experts.
"Deep and close collaboration among ITER Korea, the European Domestic Agency Fusion for Energy, ITER Russia, and the ITER Vacuum Vessel Project Team is the key driving force of our achievement," explained Kijung Jung. "It allows the most challenging and complicated issues to be resolved and will lead our ITER Project to success."
¹ Due to international travel restrictions related to the global coronavirus crisis, the ITER Organization observer/quality control inspector could not be present for the pressure and leak tests. These acceptance activities will be performed again when the component reaches ITER.
² The Vacuum Vessel Project Team reunites staff from the European, Korean, Indian and Russian Domestic Agencies with staff from the ITER Organization in regular meetings to improve the overall efficiency of vacuum vessel procurement execution.
³ An Agreed Notified Body (ANB) is authorized by the French Nuclear Regulator ASN to assess the conformity of components in the pressure equipment category (ESPN).
² The Vacuum Vessel Project Team reunites staff from the European, Korean, Indian and Russian Domestic Agencies with staff from the ITER Organization in regular meetings to improve the overall efficiency of vacuum vessel procurement execution.
³ An Agreed Notified Body (ANB) is authorized by the French Nuclear Regulator ASN to assess the conformity of components in the pressure equipment category (ESPN).
See the gallery below for more detail on the fabrication steps.
View videos from Hyundai Heavy Industries (fabrication) and ITER Korea (final ceremony) on the completion milestone.

2013-04-25 - Malgré la complexité des formes géométriques, l'alignement du coffrage au ras des plots parasismiques est parfait.


2013-03-12 - Deux antennes, 45 tonnes chacune, transmettront chacune 10 MW de chauffage à résonance cyclotronique ionique au plasma.

2020-04-02 - Contractors perform a pneumatic pressure test with 5 bars of nitrogen gas. The purpose is to confirm the basic structural integrity of the sector as part of nuclear safe requirements.
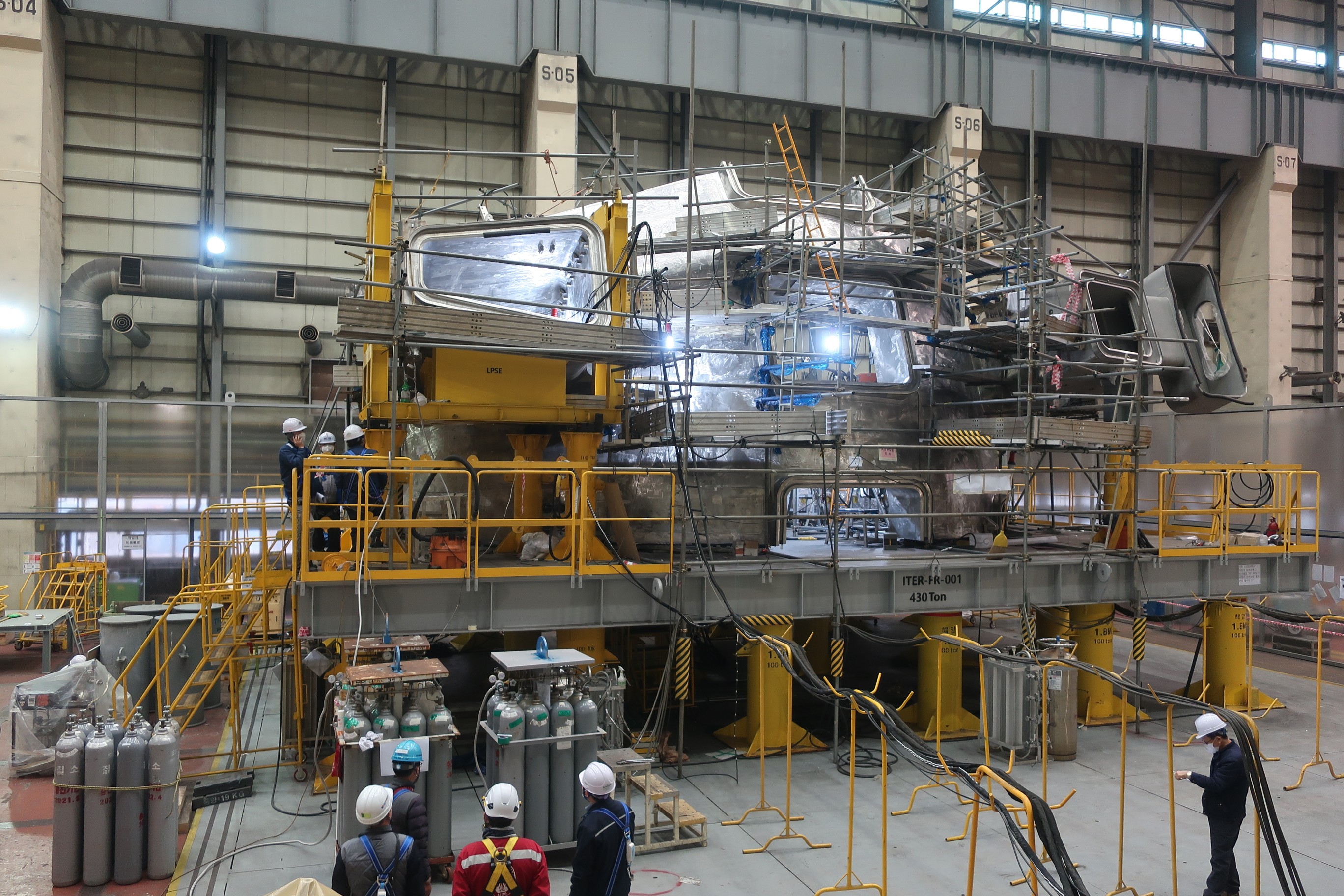

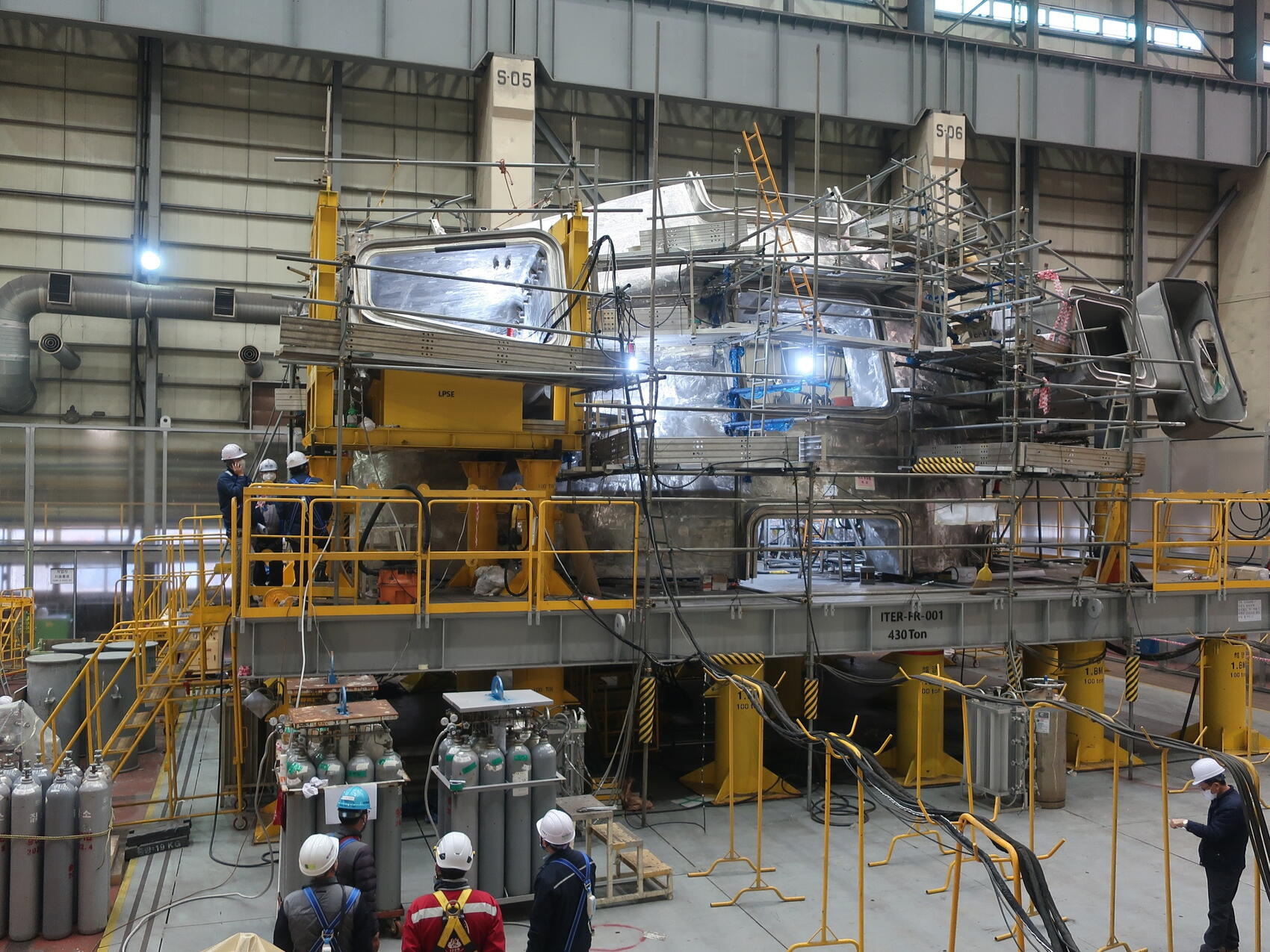
2020-02-29 - Jigs are removed after Hyundai contractors welded four poloidal segments and two port stub extensions into vacuum vessel sector #6. The final D-shaped component measures 13.8 metres in height, 6.6 metres in width, and 7.8 metres in length.


2019-10-25 - Specialized tooling immobilizes the lower port stub extension while it is attached through splice plates. "Ports" are the stainless steel structures that extend out from each opening in the vacuum vessel, creating corridors of access to the machine for maintenance, diagnostics, or heating, fuelling, and vacuum pumping systems.


2019-06-14 - The completed poloidal segments for sector #6, ranging in weight from 35 to 125 tonnes, were lowered one after the other to the assembly platform and aligned.


2013-04-25 - Le 25 avril, l'Autorité de Sûreté Nucléaire française (ASN) a conduit une inspection sur les travaux en cours au fond de la fosse du tokamak. Un expert de l'IRSN a fait partie du groupe.


2013-04-03 - Le radier B2 progressera par étapes : d'abord les activités de coffrage et d'étayage (de février à juin), puis le renforcement (d'avril à août) et le coulage (de juin à décembre).


2013-04-03 - En amont des travaux de renforcement pour le radier B2, une maquette de 150 m2 est en cours pour vérifier—grandeur nature—des points particuliers du ferraillage (densité, complexité).


2013-04-08 - Sous l'emplacement du futur Bâtiment diagnostics, les plots parasismiques sont moins nombreux que sous le tokamak (à gauche, en forme d'étoile).


2013-04-12 - Mi-avril, les travaux avancent de manière spectaculaire dans la fosse sismique.


2013-04-25 - L'emplacement exact du futur tokamak n'est pas difficile à deviner ...
